223
РАЗДЕЛ 2 ОПИСАНИЕ
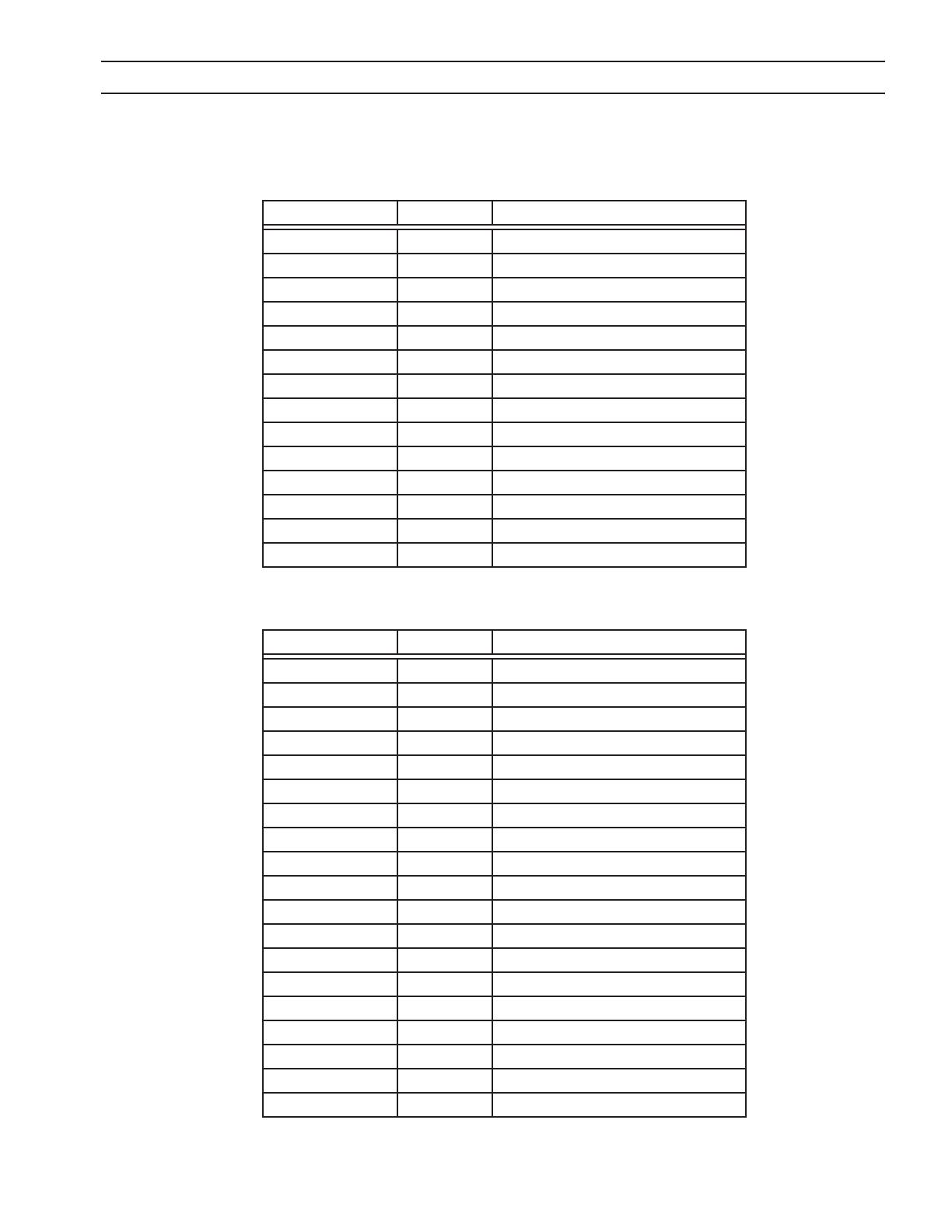
Начальный набор на 200 А для PT-36 ...................................................................................................0558005222
Номер детали Кол-во Описание
0558003914 8 Электрод для O2 «UltraLife», стандартный
0558003928 3 Электрод для N2/H35, стандартный
0558005459 3 Электрод для O2/N2, низкий ток
0558006010 3 Наконечник для PT-36, 1,0 мм (0,040 дюйма)
0558006014 3 Наконечник для PT-36, 1,4 мм (0,055 дюйма)
0558006020 5 Наконечник для PT-36, 2,0 мм (0,080 дюйма)
0558006130 3 Теплоизолятор для PT-36, 3,0 мм (0,120 дюйма)
0558006141 3 Теплоизолятор для PT-36, 4,1 мм (0,160 дюйма)
0558008010 3 Наконечник для PT-36 1,0mm (0,040") PR
0558007624 3 Теплоизолятор для PT-36 2,4mm (0,095")
0558006023 3 Наконечник для PT-36 2,3mm (0,090")
0558006166 3 Теплоизолятор для PT-36 6,6mm (0,259")
0558006908 3 Наконечник для PT-36 0,8mm (0,030")
0558006018 3 Наконечник для PT-36 1,8mm (0,070")
Начальный набор на 400 А для PT-36 ...................................................................................................0558005223
Номер детали Кол-во Описание
0558003914 5 Электрод для O2 «UltraLife», стандартный
0558007791 5 Электрод для
0558003928 3 Электрод для N2/H35, стандартный
0558005459 3 Электрод для O2/N2, низкий ток
0558006010 2 Наконечник для PT-36, 1,0 мм (0,040 дюйма)
0558006014 2 Наконечник для PT-36, 1,4 мм (0,055 дюйма)
0558006020 5 Наконечник для PT-36, 2,0 мм (0,080 дюйма)
0558006023 3 Наконечник для PT-36, 2,3 мм (0,090 дюйма)
0558006025 3 Наконечник для PT-36, 2,5 мм (0,099 дюйма)
0558006036 3 Наконечник для PT-36, 3,6 мм (0,141 дюйма)
0558006130 3 Теплоизолятор для PT-36, 3,0 мм (0,120 дюйма)
0558006141 3 Теплоизолятор для PT-36, 4,1 мм (0,160 дюйма)
0558006166 3 Теплоизолятор для PT-36, 6,6 мм (0,259 дюйма)
0558008010 3 Наконечник для PT-36 1,0mm (0,040") PR
0558007624 3 Теплоизолятор для PT-36 2,4mm (0,095")
0558006199 3 Теплоизолятор для PT-36, 9,9 мм (0,390 дюйма)
0558006030 3 Наконечник для PT-36 3,0mm (0,120")
0558006908 3 Наконечник для PT-36 0,8mm (0,030")
0558006018 3 Наконечник для PT-36 1,8mm (0,070")



















