
RU
Valid for serial no. 924-xxx-xxxx0440 000 086 RU 20111122
Caddy
Mig C160i
Инструкция по эксплуатации

TOCr
- 2 -
Оставляем за собой право изменять спецификацию без предупреждения.
1 ТЕХНИКА БЕЗОПАСНОСТИ 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ВВЕДЕНИЕ 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Оборудование 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 УСТАНОВКА 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Инструкции по подъему 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Расположение 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Сеть электропитания 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 ПОРЯДОК РАБОТЫ 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Соединение и устройства управления 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 ПОРЯДОК РАБОТЫ 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Изменение полярности 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Давление подачи проволоки 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Замена и вставка проволоки 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.1 Изменение канавки подающего ролика 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Защитный газ 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Защита от перегрева 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Проверка и чистка 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Замена направляющей для проволоки 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА ЗАПАСНЫХ ЧАСТЕЙ 15. . . . . . . . . . . . . . . . .
СХЕМА 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
НОМЕР ЗАКАЗА 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
БЫСТРОИЭНАШИВЕМЫЕ ДЕТАЛИ 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ 19. . . . . . . . . . . . . . . . . . . . . . . . . . . .

© ESAB AB 2011
bc21r - 3 -
1 ТЕХНИКА БЕЗОПАСНОСТИ
Пользователи оборудования ESAB отвечают за выполнение правил техники безопасности лицами, работающими на
оборудовании и рядом с ним. Правила техники безопасности должны отвечать требованиям к безопасной
эксплуатации оборудования этого типа. Помимо стандартных правил техники безопасности и охраны труда на
рабочем месте рекомендуется следующее.
Все работы должны выполняться подготовленными лицами, знакомыми с эксплуатацией оборудования.
Неправильная эксплуатация оборудования может вызвать опасные ситуации, приводящие к травмированию
персонала и повреждению оборудования.
1. Bсе лица, использующие сварочное оборудование, должны знать:
S инструкции по эксплуатации
S расположение органов аварийного останова
S назначение оборудования
S правила техники безопасности
S технологию сварки и резки
2. Оператор обеспечивает:
S удаление посторонних лиц из рабочей зоны оборудования при его запуске
S защиту всех лиц от воздействия сварочной дуги
3. Рабочее место должно:
S отвечать условиям эксплуатации
S не иметь сквозняков
4. Средства защиты персонала:
S Во всех случаях используйте рекомендованные средства индивидуальной защиты, такие как защитные
очки, огнестойкую одежду, защитные перчатки.
S При сварке запрещается носить свободную одежду, украшения и т.д., например шарфы, браслеты, кольца,
которые могут попасть в сварочное оборудование или вызвать ожоги.
5. Общие меры предосторожности:
S Проверьте надежность подключения обратного кабеля.
S Работы на оборудовании с высоким напряжением должны производиться только квалифицированным
электриком.
S В пределах доступа должны находиться соответствующие средства пожаротушения, имеющие ясную
маркировку.
S Запрещается проводить смазку и техническое обслуживание оборудования во время эксплуатации.
RU

© ESAB AB 2011
bc21r - 4 -
Перед началом монтажа и эксплуатации внимательно изучите соответствующие
инструкции.
ЗАЩИТИТЕ СЕБЯ И ДРУГИХ!
ВНИМАНИЕ!
Дугoвaя cвapкa и peзкa oпacны кaк для иcпoлнитeля paбот, тaк и для поcтopoнних лиц.
Требуйте соблюдения всех правил безопасности, действующих на объекте, которые
должны учитывать сведения об опасностях, представленные изгоTговителем.
ОПАСНОСТЬ СМЕРТЕЛЬНОГО ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОM
S Агрегат устанавливается и заземляется в соответствии с действующими нормами и правилами.
S Не допускайте контакта находящихся под н
апряжением деталей и электродов с незащищенными
частями тела, мокрыми рукавицами и мокрой одеждой.
S Обеспечьте электрическую изоляцию от земли и свариваемых деталей.
S Обеспечьте соблюдение безопасных
рабочих расстояний.
ДЫМЫ И ГАЗЫ могут быть опасны для человека
S Исключите возможность воздействия дымов.
S Для исключения вдыхания дымов во время сварки организуется общая вентиляция помещения, а
также вытяжная вентиляция из зоны сварки.
ИЗЛУЧЕНИЕ ДУГИ вызывает поражение глаз и ожоги кожи
S Защитите глаза и кожу. Для этого используйте защитные щитки, цветные линзы и защитную
спецодежду.
S Для защиты посторонних лиц применяются защитные экраны или занавеси.
ПОЖАРООПАСНОСТЬ
S Искры (брызги металла) могут вызвать пожар. Убедитесь в отсутствии горючих материалов
поблизости от места сварки.
ШУМ - чрезмерный шум может привести к повреждению органов слуха
S Примите меры для защиты слуха. Использ
уйте беруши для ушей или другие средства защиты слуха.
S Предупредите посторонних лиц об опасности.
НЕИСПРАВНОСТИ - при неисправности обратитесь к специалистам по сварочному
оборудованию
ВНИМАНИЕ!
Запрещается использовать источник питания для оттаивания труб.
ОСТОРОЖНО!
Данное изделие предназначено только для дуговой
ОСТОРОЖНО!
Оборудование Class А не предназначено для использования в
жилых помещениях, где электроснабжение осуществляется из
бытовых сетей низкого напряжения. В таких местах могут
появиться потенциальные трудности обеспечение
электромагнитной совместимости оборудования Class А
вследствие кондуктивных и радиационных помех.
RU

© ESAB AB 2011
bc21r - 5 -
ОСТОРОЖНО!
Перед началом монтажа и эксплуатации
внимательно изучите соответствующие
инструкции.
Απόρριψη ηλεκτρονικού εξοπλισμού σε εγκατάσταση ανακύκλωσης!
Για την τήρηση της ευρωπαϊκής οδηγίας 2002/96/ΕΚ σχετικά με τα απόβλητα ειδών
ηλεκτρικού και ηλεκτρονικού εξοπλισμού και για την εφαρμογή της σύμφωνα με την
εθνική νομοθεσία, ο ηλεκτρικός εξοπλισμός που έχει φτάσει στο τέλος της ζωής του
πρέπει να απορρίπτεται σε εγκατάσταση ανακύκλωσης.
Ως υπεύθυνος για τον εξοπλισμό, έχετε την ευθύνη της λήψης πληροφοριών σχετικά με
τους εγκεκριμένους σταθμούς αποκομιδής.
Για περισσότερες πληροφορίες, επικοινωνήστε με τον πλησιέστερο σε εσάς
αντιπρόσωπο της ESAB.
Компания ESAB готова предоставить вам все защитное снаряжение и
принадлежности, необходимые для выполнения сварочных работ.
2 ВВЕДЕНИЕ
Mig C160i представляет собой портативный сварочный источник питания
компактной конструкции, предназначенный для сварки MIG/MAG.
В нем предусмотрена возможность переключения между режимами сварки со
сплошной проволокой в среде защитного газа и сварки с самозащитной
проволокой с сердечником без газа.
Данный источник питания работает с проволокой диаметром от ∅0,6 до ∅1,0
мм. В качестве защитных газов могут применяться чистый аргон, смешанный
газ или чистый CO
2
.
2.1 Оборудование
В комплект поставки источника питания входят:
S Руководство по эксплуатации
S Сварочный пистолет MXL 180 (3 м, несъемный)
S Обратный кабель с зажимом (3 м, несъемный)
S Сетевой кабель (3 м, несъемный, с штепсельной вилкой)
S Наплечный ремень (см. стр. 7)
S Газовый шланг с быстроразъемным соединением (4,5 м)
Аксессуары от для изделя можно найти на стрнице 19.
RU

© ESAB AB 2011
bc21r - 6 -
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Mig C160i
Напряжение сети 230 В, 1∼ 50/60 Гц
Допустимая нагрузка при
35% рабочий цикл
60% рабочий цикл
100% рабочий цикл
150 A / 21,5 В
120 A / 20 В
100 A / 19 В
Диапазон задаваемых значений
30 A / 15,5 В – 160 A / 22 В
Напряжение холостого хода 60 В
Мощность при холостом ходе 15 Вт
Кпд при максимальном токе 82%
Коэффициент мощности при максимальном
токе
0.99
Скорость подачи проволоки 2,0 - 11,0 м/мин
Диаметр проволоки
Fe
Электродная проволока
0,8 (0,6-1,0)
0,8-1,0
Макс. диаметр катушки с проволокой ∅ 200 мм
Постоянный уровень звукового давления
на холостом ходу
< 70 дБ
Размеры, д x ш x в 449 x 198 x 347 мм
Масса 12 кг
Рабочая температура от -10 до +40
o
C
Температура транспортировки от -20 до +55° C
Класс герметизации IP 23C
Класс применения
Рабочий цикл
Рабочий цикл представляет собой долю (в %%) десятиминутного интервала, в течение
которой можно производить сварку или резку при определенной нагрузке без перегрузки.
Рабочий цикл указан для температуры 40° C.
Класс герметизации
Код IP указывает на класс защиты корпуса, то есть на степень защиты от проникновения
твердых инородных тел или воды. Оборудование, имеющее маркировку IP23С,
предназначено для использования внутри и вне помещений.
Класс зоны установки
Этот символ означает, что источник питания предназначен для использования в зонах с
повышенной опасностью поражения электротоком.
RU

© ESAB AB 2011
bc21r - 7 -
4 УСТАНОВКА
Ввод в эксплуатацию должен производиться квалифицированным
специалистом.
Примeчaние!
Требования к сетям электроснабжения
Из-за больших величин тока в первичной обмотке оборудование высокой мощности может
существенно повлиять на мощностные характеристики сети. Поэтому в отношении
некоторого оборудования применяются ограничения или дополнительные требования,
касающиеся максимально допустимого сопротивления оборудования или минимальной
способности обеспечить стабильное энергоснабжение в точках взаимодействия
общественных сетей. В таком случае пользователь оборудования или тот, кто его
устанавливает, должен проконсультироваться с оператором энергосети по поводу
возможности подключения такого рода оборудования.
4.1 Инструкции по подъему
Источник питания поднимается за ручку или наплечный ремень, входящий в
комплект поставки. Ремень крепится согласно указаниям на приведенном ниже
рисунке.
4.2 Расположение
Разместите источник сварочного тока таким образом, чтобы имеющиеся в нем
отверстия для подвода и отвода охлаждающего воздуха не были заграждены.
RU

© ESAB AB 2011
bc21r - 8 -
4.3 Сеть электропитания
Убедитесь в том, что блок подключен к сети электропитания с требуемым
напряжением и защищен предохранителями требуемого номинала.
Необходимо обесп ечить защитное заземление в соответствии с действующими
нормами.
Паспортная табличка с
параметрами сети электропитания
Рекомендуемые номиналы предохранителей и минимальные сечения
кабелей
Mig C160i
Напряжение сети 230 В ±15% 1∼ 50/60 Гц
Площадь поперечного сечения сетевого кабеля 3G1,5 мм
2
Фазный ток, I
eff
10 A
Предохранитель, устойчивый к пульсациям тока 16 A
ПРИМЕЧАНИЕ! Приведенные выше значения площади поперечного сечения силовых
кабелей и номиналы предохранителей соответствуют шведским нормам. Эксплуатация
источника тока должна осуществляться в соответствии с действующими национальными
нормативными документами.
Удлинительный кабель
При необходимости рекомендуется использовать удлинительный кабель 3x2,5
мм
2
максимальной длины 50 м.
Питание от электрогенераторов
Питание источника питания может осуществляться от генераторов различных
типов. Тем не менее, некоторые генераторы могут не обеспечивать
достаточную мощность для сварки. Для питания источника питания в рамках
его полной мощности рекомендуется использовать генераторы с
автоматическими регуляторами напряжения, их эквивалентами или
регуляторами более высокого класса с номинальной мощностью 5,5...6,5 кВт.
Также возможно использование генераторов меньшей номинальной мощности,
начиная от 3,0 кВт, но в этом случае задаваемые значения параметров должны
быть ограничены пропорционально. Источник питания защищен от
пониженного напряжения. Если мощность, обеспечиваемая генератором,
недостаточна, сварка прерывается. Это может быть в особенности характерно
для этапа начала сварки. В случае, если сварка прерывается, следует либо
отрегулировать сварочные параметры, либо переключиться на более мощный
генератор.
RU

© ESAB AB 2011
bc21r - 9 -
5 ПОРЯДОК РАБОТЫ
Общие правила техники безопасности при работе с оборудованием
приводятся на стр. 3. Прочтите их до использования оборудования!
Внимание! При перемещении оборудования используйте специальную
рукоятку. Не надавливайте на сварочный пистолет.
ВНИМАНИЕ!
Соблюдайте осторожность! Âращающиеся детали
могут нанести травмы!
ВНИМАНИЕ!
Убедитесь, что боковые панели закрыты во время работы.
ВНИМАНИЕ!
Опасность раздавливания при замене катушки проволоки!
При вставке сварочной проволоки между роликами запрещено
использовать защитные перчатки.
ВНИМАНИЕ!
Заблокируйте катушку, чтобы
предотвратить ее соскальзывание с
сердечника.
RU

© ESAB AB 2011
bc21r - 10 -
5.1 Соединение и устройства управления
1 Главный выключатель питания 6 Ручка для задания толщины материала
2 Индикаторная лампа зеленого цвета,
наличие напряжения питания
7 Ручка для корректировки дуги
3 Оранжевая индикаторная лампа 8 Штуцер для защитного газа
4 Сварочный пистолет 9 Сетевой кабель
5 Обратный кабель
5.2 ПОРЯДОК РАБОТЫ
Источник питания при включении сетевого выключателя (1) включается не
мгновенно. Через приблизительно 2 секунды зеленый индикатор (2)
отображает готовность источника питания.
Если пусковой переключатель сварочного пистолета нажат при включении
источника питания, пуск невозможен до тех пор, пока пусковой переключатель
не будет отпущен. Это также отображается оранжевым индикатором (3).
Главная ручка (6) градуирована в миллиметрах и "ga". Числа указывают
значения рекомендуемых толщин деталей из малоуглеродистой стали,
свариваемых с проволокой диаметром 0,8 мм. Ручка обеспечивает
одновременную регулировку скорости подачи проволоки и среднего выходного
напряжения.
Ручка (7) задает коррекцию длины дуги или, иными словами, коррекцию
напряжения.
Обратный кабель (5) должен быть надежно соединен со свариваемой деталью
или сварочным столом.
Боковая панель, закрывающая устройство подачи проволоки, должна быть
закрыта до начала сварки.
Быстрое выключение источника питания осуществляется с помощью сетевого
выключателя (1).
RU

© ESAB AB 2011
bc21r - 11 -
5.3 Изменение полярности
КЛЕММЫ +/-
В состоянии поставки сварочная проволока в источнике питания соединена с
положительным полюсом. Для некоторых видов проволоки, например,
самозащитной проволоки с сердечником, рекомендуется сварка с
отрицательной полярностью. Отрицательная полярность означает, что
проволока присоединя ется к отрицательному полюсу, обратный кабель – к
положительному. Проверьте рекомендуемую полярность для сварочной
проволоки, которую планируется применять.
Полярность можно изменить следующим образом:
1. Выключите источник питания и отсоедините сетевой кабель.
2. Откройте боковую панель.
3. Отогните назад резиновые покрытия, чтобы обеспечить доступ к
клеммам+/-.
4. Отвинтите гайки и шайбы. Запомните правильный порядок расположения
шайб.
5. Измените расположение кабелей для обеспечения требуемой полярности
(см. маркировку).
6. Установите шайбы в правильном порядке и прочно затяните гайки ключом.
7. Убедитесь в том, что резиновые крышки закрывают клеммы +/-.
RU

© ESAB AB 2011
bc21r - 12 -
5.4 Давление подачи проволоки
Прежде всего убедитесь в том, что проволока беспрепятственно движется
через направляющие. После этого установите усилие, создаваемое роликами
подачи проволоки. Помните, что это усилие не должно быть чрезмерным.
Рис. 1 Рис. 2
Для проверки правильности установки усилия подачи поместите какой-либо
твердый предмет, например, деревянный брусок на пути подачи проволоки.
При расстоянии примерно 5 мм от пистолета для подачи проволоки до
деревянного бруска (рис. 1) подающие ролики должны проскальзывать.
При расстоянии примерно 50 мм проволока должна подаваться и сгибаться
при упоре в брусок (рис. 2).
5.5 Замена и вставка проволоки
S Откройте боковую панель.
S Установите катушку на шкив и закрепите ее фиксатором.
S Отсоедините прижимной рычаг, сложив его в сторону, после чего нажимной
ролик отодвигается в сторону.
S Выпрямите новую проволоку на длину 10-20 см. Прежде чем вводить ее в
блок подачи проволоки, удалите напильником с торца проволоки заусенцы
и острые кромки.
S Убедитесь в том, что проволока правильно подается в канавку подающего
ролика в выпускную насадку или направляющую для проволоки.
S Закрепите прижимной рычаг.
S Закройте боковую панель.
Пропускайте проволоку сквозь сварочный пистолет, пока она не выйдет из
сопла. Эту операцию следует выполнять осторожно, поскольку проволока
готова к сварке и возможно самопроизвольное возникновение дуги. Не
приближайте пистолет к токопроводящим предметам в процессе подачи
проволоки, и после выхода проволоки незамедлительно прекратите ее подачу.
См. подходящие диаметры проволоки каждого типа в технических
характеристиках, глава 3.
Используйте только катушки ∅200 мм. Внимание! Не используйте катушки j100
мм/1 кг.
RU

© ESAB AB 2011
bc21r - 13 -
ВНИМАНИЕ!
Не приближайте сварочный пистолет к ушам или лицу в процессе
подачи проволоки во избежание травм.
5.5.1 Изменение канавки подающего ролика
В состоянии поставки подающий ролик источника питания настроен на
сварочную проволоку ∅0,8-1,0 мм. Если планируется использование проволоки
∅0,6 мм, необходимо изменить канавку подающего ролика.
1. Сложите назад прижимной рычаг, чтобы отпустить нажимной ролик.
2. Включите источник питания и нажмите пусковой переключатель пистолета,
чтобы расположить подающий ролик таким образом, чтобы был виден
стопорный винт.
3. Обязательно отключите источник питания.
4. Используйте торцевой ключ на 2 мм, чтобы отвинтить стопорный винт
приблизительно на половину оборота.
5. Снимите подающий ролик с вала и разверните его. На боковой стороне
ролика указаны подходящие диаметры проволоки.
6. Вновь установите ролик на вал и убедитесь в том, что он полностью вошел
внутрь. Может потребоваться поворот ролика для того, чтобы стопорный
винт располагался над плоской поверхностью вала.
7. Затяните стопорный винт.
5.6 Защитный газ
В качестве защитного газа может использоваться смесь углекислого газа и
аргона или чистая двуокись углерода.
5.7 Защита от перегрева
Перегрев отображается индикатором (3). Предохранитель тепловой перегрузки
обеспечивает защиту устройства от перегрева, отключая сварку в случае его воз
никновения. Предохранитель автоматически возвращается в исходное состоя
ние после остывания устройства.
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Регулярное техническое обслуживание имеет важное значение для
обеспечения безопасности и надежности.
ОСТОРОЖНО!
Все гарантийные обязательства поставщика теряют свою силу в том случае, е
с
заказчик предпринимает самостоятельные попытки устранить неисправность в
период действия гарантийных обязательств.
RU

© ESAB AB 2011
bc21r - 14 -
6.1 Проверка и чистка
Источник питания
S Регулярно проверяйте источник питания, не допуская его загрязнения.
S Периодичность проверки и применяемые методы очистки зависят от:
технологии сварки, длительности горения дуги и условий окружающей
среды. Обычно достаточно осуществлять продувку источника питания
струей сжатого воздуха (пониженного давления) один раз в год.
S Засоренные или закупоренные отверстия для подвода и отвода воздуха
также могут стать причиной перегрева устройства.
Сварочная горелка
S Для обесп ечения бесперебойной подачи проволоки следует с
установленной периодичностью выполнять чистку и замену
изнашиваемых компонентов сварочной горелки. Регулярно дочиста
продувайте направляющие для проволоки и очищайте контактную губку.
6.2 Замена направляющей для проволоки
A. Ослабьте винт крепления и снимите ролик с оси.
B. Ослабьте гайку переходника, распрямите кабель пистолета и снимите
направляющую.
C. Вставляйте заменную направляющую в выпрямленный кабель , пока она не
коснется контактной насадки.
D. Зафиксируйте направляющую гайкой. Обрежьте излишки направляющей,
чтобы она выступала на 7 мм из переходника насадки.
RU

© ESAB AB 2011
bc21r - 15 -
7 ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ
Прежде чем вызывать аттестованного специалиста по обслуживанию,
попробуйте самостоятельно выполнить рекомендуемые ниже проверки.
Тип неисправности Действия
Отсутствие дуги
S Проверьте, включен ли выключатель питания.
S Проверьте правильность подключения сварочного и
обратного провода.
S Проверьте, правильно ли задана величина тока.
Прерывание сварочного
тока во время сварки
S Проверьте, не сработало ли реле защиты от перегрева
(отображается оранжевым индикатором на передней
панели).
S Проверьте сетевые предохранители.
Часто срабатывает реле
защиты от перегрева.
S Проверьте, не засорены ли входное и выходное
воздушные отверстия
S Убедитесь в том, что не превышены номинальные
значения параметров источника питания (т. е. что
устройство работает без перегрузки).
Низкая эффективность
сварки
S Проверьте правильность подключения сварочного и
обратного провода.
S Проверьте, правильно ли задана величина тока.
S Убедитесь в том, что используются электроды требуемого
типа.
S Проверьте сетевые предохранители.
S Проверьте, используются ли надлежащие ролики и
правильно ли задано давление нажимных роликов блока
подачи проволоки.
8 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА ЗАПАСНЫХ ЧАСТЕЙ
Работы по ремонту и электрическому монтажу должны выполняться
квалифицированным специалистом ESAB .
Необходимо использовать только запасные части, выпущенные фирмой
ESAB.
Запасные части можно заказтъ у ближайшего к Вам ESAB, (см. переченъ на
последней странице данной брошюры).
RU

© ESAB AB 2011
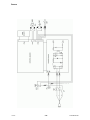
Схема
bc21e - 16 -

Mig C160i
© ESAB AB 2011
Номер заказа
bc21o - 17 -
Ordering no. Denomination Type Notes
0349 310 850 Welding power source Caddy
®
Mig C160i, CE (Europe) 230 V, 1∼ 50/60 Hz
0349 300 556 Spare parts list

Mig C160i
© ESAB AB 2011
Быстроиэнашивемые детали
bc21w - 18 -
Item Denomination Ordering no. Notes
A
Gas nozzle
Gas nozzle/Tip insulator MXL
0700 200 054
0700 200 105
B
Contact tip
0700 200 063
0700 200 064
0700 200 065
0700 200 066
W 0.6 M6x25
W 0.8 M6x25
W 0.9 M6x25
W 1.0 M6x25
C
Nozzle spring
0700 200 078
D
Tip adaptor
0700 200 072
E
Wire liner
O-ring
0700 200 085
0700 200 087
0700 200 091
W 0.6-0.8 Steel for Fe and Ss wire
W 0.9-1.2 Steel for Fe and Ss wire
W 0.9-1.2 PTFE for Al and CuSi wire
O-ring 3.5/IDX 1.8 (3.5x1.8mm)
Black nitrile rubber
F
Feed roller
0349 311 890 W 0.6/0.8-1.0 V-groove
G
Pressure roller
0349 312 062
H
Inlet nozzle
0455 049 002 W 0.6-1.0
The feed rollers are marked with wire dimension in mm and inch.

Mig C160i
© ESAB AB 2011
Дополнительные принадлежности
bc21a - 19 -
Trolley with gas shelf . . . . . . . . . . . . . . . . . . . . .
(incl. fixing kit for machine)
0459 366 887

www.esab.com
110915© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Mig C160i - Caddy® Mig C160i Руководство пользователя
- Тип
- Руководство пользователя
- Это руководство также подходит для
Задайте вопрос, и я найду ответ в документе
Поиск информации в документе стал проще с помощью ИИ
Похожие модели бренда
-
ESAB Mig C200i - Caddy Mig C200i Руководство пользователя
-
ESAB Mig C280 PRO, Mig C340 PRO Руководство пользователя
-
-
ESAB Feed 304 M12 Руководство пользователя
-
ESAB ESAB EMP 205ic AC/DC Руководство пользователя
-
-
ESAB Feed 304 M13 Руководство пользователя
-
-
-
ESAB MXH 300 PP / MXH 400w PP - MXH 400w PP Руководство пользователя