© ESAB AB 2003
bm33d1ra - 4 -
Перед началом монтажа и эксплуатации внимательно изучите соответствующие инструкции.
ЗАЩИТИТЕ СЕБЯ И ДРУГИХ!
ВНИМАНИЕ!
Дугoвaя cвapкa и peзкa oпacны кaк для иcпoлнитeля paбот, тaк и для поcтopoнних лиц. Требуйте соблю
дения всех правил безопасности, действующих на объекте, которые должны учитывать сведения об
опасностях, представленные изгоTговителем.
ОПАСНОСТЬ СМЕРТЕЛЬНОГО ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОM
Агрегат устанавливается и заземляется в соответствии с действующими нормами и правилами.
Не допускайте контакта находящихся под напряжением деталей и электродов с незащищенными
частями тела, мокрыми рукавицами и мокрой одеждой.
Обеспечьте электрическую изоляцию от земли и свариваемых деталей.
Обеспечьте соблюдение безопасных рабочих расстояний.
ДЫМЫ И ГАЗЫ могут быть опасны для человека
Исключите возможность воздействия дымов.
Для исключения вдыхания дымов во время сварки организуется общая вентиляция помещения, а
также вытяжная вентиляция из зоны сварки.
ИЗЛУЧЕНИЕ ДУГИ вызывает поражение глаз и ожоги кожи
Защитите глаза и кожу. Для этого используйте защитные щитки, цветные линзы и защитную
спецодежду.
Для защиты посторонних лиц применяются защитные экраны или занавеси.
ПОЖАРООПАСНОСТЬ
Искры (брызги металла) могут вызвать пожар. Убедитесь в отсутствии горючих материалов
поблизости от места сварки.
ШУМ - чрезмерный шум может привести к повреждению органов слуха
Примите меры для защиты слуха. Используйте беруши для ушей или другие средства защиты слуха.
Предупредите посторонних лиц об опасности.
НЕИСПРАВНОСТИ - при неисправности обратитесь к специалистам по сварочному оборудованию
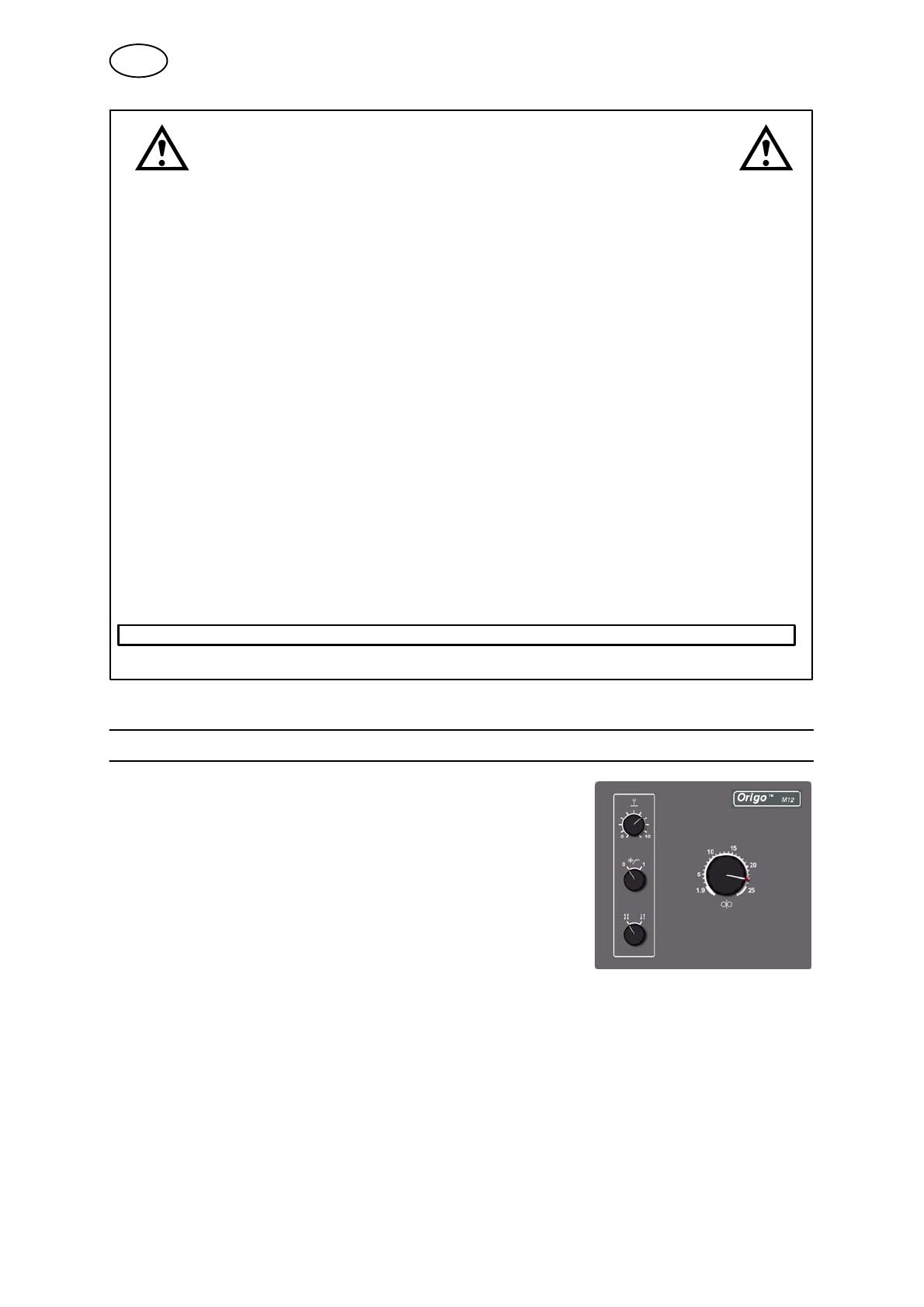
2 ВВЕДЕНИЕ
Блоки подачи проволоки Feed 304 и Feed 484 с
пультом управления М12 предназначены для сварки в
инертном газе
с применением сварочного источника питания со
ступенчатой регулировкой.
Они поставляются в разных исполнениях, см. список
запасных частей на стр 19.
Блоки подачи проволоки являются герметичными и
содержат четырехроликовые механизмы подачи
проволоки, а также электронную схему управления.
Их можно использовать совместно с приспособлением для проволоки ESAB
MarathonPac или с катушкой для проволоки (стандартный диаметр 300 мм, с
принадлежностью 440 мм).
Блок подачи проволоки можно установить либо на блоке питания,
подвешенном над рабочим местом на опорном кронштейне, либо на полу с
использованием комплекта колес или без колес.
Аксессуары от для изделя можно найти на стрнице 25.
RU



















