ESAB Origo™ Feed 4804 Руководство пользователя
- Категория
- Сварочные системы
- Тип
- Руководство пользователя
Это руководство также подходит для

RU
Valid for serial no. 745-xxx-xxxx, 910-xxx-xxxx0444 408 101 RU 20120830
Aristo Origo™
Feed 3004
Feed4804
Инструкция по эксплуатации

TOCr
- 2 -
Оставляем за собой право изменять спецификацию без предупреждения.
1 ТЕХНИКА БЕЗОПАСНОСТИ 3........................................
2 ВВЕДЕНИЕ 5........................................................
2.1 Оборудование 5............................................................
2.2 Пульт управления 5........................................................
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 6.................................
4 УСТАНОВКА 7.......................................................
4.1 Инструкции по подъему 7...................................................
5 ПОРЯДОК РАБОТЫ 8................................................
5.1 Соединения и устройства управления 9......................................
5.2 Подвод воды 10.............................................................
5.3 Давление подачи проволоки 10...............................................
5.4 Замена и вставка проволоки в блок Feed 3004 10..............................
5.5 Замена и вставка проволоки в блок Feed 4804 11..............................
5.6 Замена подающих роликов в блоке Feed 3004 11..............................
5.7 Замена подающих роликов в блоке Feed 4804 11..............................
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 12..................................
6.1 Проверка и чистка 12........................................................
7 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ 13........................................
СХЕМА 14..............................................................
НОМЕР ЗАКАЗА 16......................................................
БЫСТРОИЭНАШИВЕМЫЕ ДЕТАЛИ 18....................................
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ 22.............................

© ESAB AB 2009
bm50d1ra - 3 -
1 ТЕХНИКА БЕЗОПАСНОСТИ
Пользователи оборудования ESAB отвечают за выполнение правил техники безопасности лицами, работающими на оборудовании и
рядом с ним. Правила техники безопасности должны отвечать требованиям к безопасной эксплуатации оборудования этого типа.
Помимо стандартных правил техники безопасности и охраны труда на рабочем месте рекомендуется следующее.
Все работы должны выполняться подготовленными лицами, знакомыми с эксплуатацией оборудования. Неправильная эксплуатация
оборудования может вызвать опасные ситуации, приводящие к травмированию персонала и повреждению оборудования.
1. Bсе лица, использующие сварочное оборудование, должны знать:
S инструкции по эксплуатации
S расположение органов аварийного останова
S назначение оборудования
S правила техники безопасности
S технологию сварки и резки
2. Оператор обеспечивает:
S удаление посторонних лиц из рабочей зоны оборудования при его запуске
S защиту всех лиц от воздействия сварочной дуги
3. Рабочее место должно:
S отвечать условиям эксплуатации
S не иметь сквозняков
4. Средства защиты персонала:
S Во всех случаях используйте рекомендованные средства индивидуальной защиты, такие как защитные очки, огнестойкую
одежду, защитные перчатки.
S При сварке запрещается носить свободную одежду, украшения и т.д., например шарфы, браслеты, кольца, которые могут
попасть в сварочное оборудование или вызвать ожоги.
5. Общие меры предосторожности:
S Проверьте надежность подключения обратного кабеля.
S Работы на оборудовании с высоким напряжением должны производиться только квалифицированным электриком.
S В пределах доступа должны находиться соответствующие средства пожаротушения, имеющие ясную маркировку.
S Запрещается проводить смазку и техническое обслуживание оборудования во время эксплуатации.
ОСТОРОЖНО!
Данное изделие предназначено только для дуговой
RU

© ESAB AB 2009
bm50d1ra - 4 -
Перед началом монтажа и эксплуатации внимательно изучите соответствующие инструкции.
ЗАЩИТИТЕ СЕБЯ И ДРУГИХ!
ВНИМАНИЕ!
Дугoвaя cвapкa и peзкa oпacны кaк для иcпoлнитeля paбот, тaк и для поcтopoнних лиц. Требуйте соблю
дения всех правил безопасности, действующих на объекте, которые должны учитывать сведения об
опасностях, представленные изгоTговителем.
ОПАСНОСТЬ СМЕРТЕЛЬНОГО ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОM
Агрегат устанавливается и заземляется в соответствии с действующими нормами и правилами.
Не допускайте контакта находящихся под напряжением деталей и электродов с незащищенными
частями тела, мокрыми рукавицами и мокрой одеждой.
Обеспечьте электрическую изоляцию от земли и свариваемых деталей.
Обеспечьте соблюдение безопасных рабочих расстояний.
ДЫМЫ И ГАЗЫ могут быть опасны для человека
Исключите возможность воздействия дымов.
Для исключения вдыхания дымов во время сварки организуется общая вентиляция помещения, а
также вытяжная вентиляция из зоны сварки.
ИЗЛУЧЕНИЕ ДУГИ вызывает поражение глаз и ожоги кожи
Защитите глаза и кожу. Для этого используйте защитные щитки, цветные линзы и защитную
спецодежду.
Для защиты посторонних лиц применяются защитные экраны или занавеси.
ПОЖАРООПАСНОСТЬ
Искры (брызги металла) могут вызвать пожар. Убедитесь в отсутствии горючих материалов
поблизости от места сварки.
ШУМ - чрезмерный шум может привести к повреждению органов слуха
Примите меры для защиты слуха. Используйте беруши для ушей или другие средства защиты слуха.
Предупредите посторонних лиц об опасности.
НЕИСПРАВНОСТИ - при неисправности обратитесь к специалистам по сварочному оборудованию
ОСТОРОЖНО!
Перед началом монтажа и эксплуатации
внимательно изучите соответствующие
инструкции.
ОСТОРОЖНО!
Оборудование Class А не предназначено для использования в
жилых помещениях, где электроснабжение осуществляется из
бытовых сетей низкого напряжения. В таких местах могут
появиться потенциальные трудности обеспечение
электромагнитной совместимости оборудования Class А
вследствие кондуктивных и радиационных помех.
Компания ESAB готова предоставить вам все защитное снаряжение и
принадлежности, необходимые для выполнения сварочных работ.
RU

© ESAB AB 2009
bm50d1ra - 5 -
2 ВВЕДЕНИЕ
Блоки подачи проволоки Feed 3004 / Feed 4804 с панелями управления U6,
MA23 или MA24 предназначены для дуговой сварки плавящимся
электродом в среде инертного газа (MIG) / дуговой сварки плавящимся
электродом (MAG) с источниками сварочного тока CAN на 400 A, 500 A и 600 A.
Блоки подачи проволоки содержат четырехроликовые механизмы подачи
проволоки, а также электронную схему управления.
Их можно использовать совместно с приспособлением для проволоки ESAB
MarathonPac или с катушкой для проволоки (стандартный диаметр 300 мм, с
принадлежностью Ш 440 мм).
Блок подачи проволоки можно установить либо на тележке для блока питания,
подвешенной над рабочим местом, на противовесе, либо на полу с
использованием комплекта колес или без колес.
Аксессуары от для изделя можно найти на стрнице 22.
2.1 Оборудование
Блок подачи проволоки комплектуется следующим:
руководство по эксплуатации блока подачи проволоки
pуководства по эксплуатации на других языках можно загрузить с веб-сайта
http://www.esab.com.
ярлык с перечнем рекомендованных сменных деталей
2.2 Пульт управления
Блок подачи проволоки поставляется в комплекте с одним из следующих
пультов управления:
Резервная панель предназначена для
использования со сдвоенными блоками подачи
проволоки, или с блоком управления U8
2.
U6
При помощи ручек управления, предназначенных
для установки напряжения и скорости подачи
проволоки / силы тока. Другие настройки
производятся с помощью кнопок, при этом на
дисплее отображается текст.
MA23
Ручки управления, предназначенные для установки
напряжения и скорости подачи проволоки / силы
сварочного тока. Настройка других параметров
осуществляется при помощи кнопок.
MA24
Ручки управления, предназначенные для установки
напряжения / QSet и скорости подачи проволоки /
силы сварочного тока. Настройка других параметров
осуществляется при помощи кнопок.
RU

© ESAB AB 2009
bm50d1ra - 6 -
Подробное описание панелей управления приведено в отдельном руководстве.
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Feed 3004 Feed 4804
Напряжение сети 42 В 50-60 Гц 42 В 50-60 Гц
Потребляемая мощность 336 ВА 378 ВА
Ток электродвигателя I
max
8 A 9 A
Скорость подачи проволоки 0,8-25,0 м/мин 0,8-25,0 м/мин
Подсоединение горелки EURO EURO
Макс. диаметр катушки с
проволокой
300 мм (*440 мм) 300 мм (*440 мм)
Диаметр проволоки
Fe
Ss
Al
Проволока с сердечником
0,8-1,6 мм
0,8-1,6 мм
1,0 и 1,6 мм
0,9-1,6 мм
0,8-2,4 мм
0,8-2,4 мм
1,0 и 2,4 мм
0,9-2,4 мм
Масса 15 кг 19 кг
Размеры (д x ш x в) 690 x 275 x 420 мм 690 x 275 x 420 мм
Рабочая температура от -10 до +40° C от -10 до +40° C
Защитный газ
максимальное давление
Все типы, предназначенные
для сварки MIG/MAG.
0,5 МПа ( 5 бар)
Все типы, предназначенные
для сварки MIG/MAG.
0,5 МПа ( 5 бар)
Тип охлаждения
максимальное давление
50 % воды / 50 %
моноэтиленгликоля
0,5 МПа ( 5 бар)
50 % воды / 50 %
моноэтиленгликоля
0,5 МПа ( 5 бар)
Максимальная допустимая
нагрузка при
рабочем цикле 60%
рабочем цикле 100%
630 A
500 A
630 A
500 A
Класс защиты IP23 IP23
* Принадлежности, см. стр. 22.
Рабочий цикл
Рабочий цикл представляет собой долю (в %%) десятиминутного интервала, в течение
которой можно производить сварку или резку при определенной нагрузке без перегрузки.
Рабочий цикл указан для температуры 40° C.
Класс кожуха
Нормы IP указывают класс кожуха, т.е., степень защиты от проникновения твердых объектов
и воды. Оборудование с маркировкой IP 23 предназначено для наружной и внутренней
установки.
RU

© ESAB AB 2009
bm50d1ra - 7 -
4 УСТАНОВКА
Ввод в эксплуатацию должен производиться квалифицированным специали
стом.
ВНИМАНИЕ!
При проведении сварки в условиях повышенной опасности поражения
электрическим током разрешается использовать только источники питания в
соответствующем безопасном исполнении. Такие источники питания помечены
символом .
4.1 Инструкции по подъему
Номер заказа для подъемной проушины приведен на странице 22.
ПРИМЕЧАНИЕ! При использовании другого монтажного устройства его следует
изолировать от блока подачи проволоки.
RU

© ESAB AB 2009
bm50d1ra - 8 -
5 ПОРЯДОК РАБОТЫ
Общие правила техники безопасности при работе с оборудованием приводятся
на стр. 3. Прочтите их до использования оборудования!
Внимание! При перемещении оборудования используйте специальную
рукоятку. Не надавливайте на сварочный пистолет.
A
H 0935
ВНИМАНИЕ!
Убедитесь, что боковые панели закрыты во время работы.
ВНИМАНИЕ!
Для предотвращения соскальзывания катушки с
проволокой со втулки зафиксируйте ее поворотом красной
кнопки как показано на рисунке рядом со втулкой.
ВНИМАНИЕ!
Соблюдайте осторожность! Âращающиеся детали могут
нанести травмы!
RU

© ESAB AB 2009
bm50d1ra - 9 -
ВНИМАНИЕ!
При использовании агрегата подачи проволоки с противовесом возникает
опасность опрокидывания. Закрепите оборудование - особенно если оно
установлено на неровной или наклонной поверхности.
ВНИМАНИЕ!
Опасность раздавливания при замене катушки проволоки!
При вставке сварочной проволоки между роликами запрещено использовать
защитные перчатки.
5.1 Соединения и устройства управления
1 Панель управления,
(см. соответствующее руководство по
эксплуатации)
6 Соединитель для сварочного тока от
источника питания (OKC)
2 Соединитель адаптера пульта
дистанционного управления
7 Соединитель кабеля управления от
источника питания или блока
охлаждения
3 СИНИЙ соединитель для подачи воды
охлаждения от блока охлаждения к
сварочной горелке с помощью насоса с
логическим управлением*
8 КРАСНЫЙ соединитель для подачи
охлаждающей жидкости к блоку
охлаждения
4 КРАСНЫЙ соединитель для подачи
охлаждающей жидкости из сварочного
пистолета
9 Штуцер для защитного газа
5 Соединитель для сварочного пистолета 10 СИНИЙ соединитель для подачи
охлаждающей жидкости из блока
охлаждения
ПРИМЕЧАНИЕ! Дисплей (цифровой измерительный прибор) и соединительные разъёмы
системы охлаждения устанавливаются только на определенных моделях.
* ELP = Насос с логическим управлением ESAB, см. пункт 5.2.
RU

© ESAB AB 2009
bm50d1ra - 10 -
5.2 Подвод воды
Блок подачи проволоки с подводом воды оборудован системой обнаружения
ELP (ESAB Логический Насос), которая проверяет, присоединены ли шланги
подачи воды. При подключении сварочного пистолета с водяным охлаждением
запускается водяной насос.
Функция обнаружения работает только с теми источниками питания, которые
оборудованы системой ELP.
5.3 Давление подачи проволоки
Прежде всего убедитесь в том, что проволока беспрепятственно движется
через направляющие. После этого установите усилие, создаваемое
роликами подачи проволоки. Помните, что это усилие не должно быть
чрезмерным.
Рис. 1 Рис. 2
Для проверки правильности установки усилия подачи поместите какой-либо
твердый предмет, например, деревянный брусок на пути подачи проволоки.
При расстоянии примерно 5 мм от пистолета для подачи проволоки до
деревянного бруска (рис. 1) подающие ролики должны проскальзывать.
При расстоянии примерно 50 мм проволока должна подаваться и сгибаться
при упоре в брусок (рис. 2).
5.4 Замена и вставка проволоки в блок Feed 3004
Откройте боковую панель.
Отсоедините датчик давления, откинув его назад, при этом нажимные
ролики передвинутся вверх.
При необходимости смотайте остаток проволоки и снимите катушку.
Выпрямите новую проволоку на длину 10-20 см. Прежде чем вводить ее в
блок подачи проволоки, удалите напильником с торца проволоки заусенцы
и острые кромки.
Убедитесь в том, что проволока правильно подается в канавку подающих
роликов и в выпускную насадку или направляющую для проволоки.
Закрепите датчик давления.
Закройте боковую панель.
RU

© ESAB AB 2009
bm50d1ra - 11 -
5.5 Замена и вставка проволоки в блок Feed 4804
Откройте боковую панель.
Прижмите прижимное устройство вниз и потяните его к себе и вверх.
Вытащите каретку.
При необходимости смотайте остаток проволоки и снимите катушку.
Выпрямите новую проволоку на длину 10-20 см. Прежде чем вводить ее в
блок подачи проволоки, удалите напильником с торца проволоки заусенцы
и острые кромки.
Убедитесь в том, что проволока правильно подается в канавку подающих
роликов и в выпускную насадку или направляющую для проволоки.
Поставьте каретку на место.
Закройте боковую панель.
5.6 Замена подающих роликов в блоке Feed 3004
Откройте боковую панель.
Отсоедините датчик давления (1), откинув его
вперед.
Отсоедините прижимные ролики (2), повернув
ось (3) на 1/4 оборота по часовой стрелке и
вытянув ее. Отсоедините прижимные ролики.
Отсоедините подающие ролики (4), отвинтив
гайки (5) и вытянув ролики наружу.
Для установки повторите вышеописанные операции
в обратном порядке.
Выбор канавок в подающих роликах
Поверните подающий ролик так, чтобы размерная метка
требуемой канавки была обращена к вам.
5.7 Замена подающих роликов в блоке Feed 4804
Откройте боковую панель.
Прижмите прижимное устройство (1) вниз и
потяните его к себе и вверх.
Вытащите каретку (2).
Вывинтите винты (3) с головкой под торцовый
ключ, крепящие промежуточную насадку на
держателе, и извлеките ее.
Вывинтите крепежный винт выпускной
насадки (4) и отведите насадку назад.
Полностью вывинтите винт с головкой под
торцевой ключ (5).
Ослабьте два внешних винта (6) с головкой под
торцевой ключ на пол-оборота.
Извлеките подающие ролики (7).
Для установки повторите вышеописанные операции в обратном порядке.
RU

© ESAB AB 2009
bm50d1ra - 12 -
Выбор канавок в подающих роликах
При необходимости между наружной
шайбой и подающим роликом
устанавливаются приводные шайбы
(не более 2 шт.). ПРИМЕЧАНИЕ! При
замене прижимных роликов (8)
меняется вся каретка.
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Регулярное техническое обслуживание имеет важное значение для
обеспечения безопасности и надежности.
ОСТОРОЖНО!
Данное изделие предназначено только для дуговой сварки.
6.1 Проверка и чистка
Блок подачи проволоки
Регулярно проверяйте, чтобы блок подачи проволоки не был забит грязью.
Для обеспечения бесперебойной подачи проволоки следует с
установленой периодичностью выполнять очистку и замену
изнашиваемых компонентов механизма блока подачи. Имейте ввиду, что
если предварительное натяжение установлено слишком сильным, то это
может привести к повышенному износу прижимных роликов, подающих
роликов и направляющих для проволоки.
Тормозная втулка.
Тормозная втулка регулируется перед
поставкой изделия. При необходимости
повторной регулировки придерживайтесь
указаний приведенных ниже. При правильно
отрегулированной тормозной втулке
проволока должна несколько
провисать после остановки подачи.
Регулировка тормозного усилия:
Установить красную рукоятку в положение блокировки
Вставить отвертку в пружины имеющиеся во втулке.
Для уменьшения тормозного усилия повернуть пружины по часовой
стрелке.
Для увеличения тормозного усилия повернуть пружины против часовой
стрелки. Примечание: Обе пружины следует поворачивать на
одинаковое число оборотов.
RU

© ESAB AB 2009
bm50d1ra - 13 -
Сварочная горелка
Для обеспечения бесперебойной подачи проволоки следует с
установленной периодичностью выполнять чистку и замену
изнашиваемых компонентов сварочной горелки. Регулярно дочиста
продувайте направляющие для проволоки и очищайте контактную губку.
7 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
Запасные части можно заказтъ у ближайшего к Вам ESAB, (см. переченъ на
последней странице данной брошюры).
RU

© ESAB AB 2009
Схема
bm50e - 14 -

© ESAB AB 2009
bm50e - 15 -

Feed 3004, Feed 4804
© ESAB AB 2009
Номер заказа
bm50o - 16 -
Ordering no. Denomination Type
0460 526 881 Wire feed unit Aristo Feed 3004
0460 526 886 Wire feed unit Aristo Feed 3004, U6
0460 526 887 Wire feed unit Origo Feed 3004, MA23
0460 526 889 Wire feed unit Origo Feed 3004, MA24
0460 526 891 Wire feed unit with water Aristo Feed 3004
0460 526 896 Wire feed unit with water Aristo Feed 3004, U6
0460 526 897 Wire feed unit with water Origo Feed 3004, MA23
0460 526 899 Wire feed unit with water Origo Feed 3004, MA24
0460 526 991 Wire feed unit with water Aristo Feed 4804
0460 526 996 Wire feed unit with water Aristo Feed 4804, U6
0460 526 997 Wire feed unit with water Origo Feed 4804, MA23
0460 526 999 Wire feed unit with water Origo Feed 4804, MA24
0459 839 017 Spare parts list Feed 3004, Feed 4804
0460 454 Instruction manual Origo MA23, Origo MA24
0459 287 Instruction manual Aristo U6
0459 310 Instruction manual Aristo U8
Technical documentation is available on the Internet at www.esab.com

p - 17 -

Feed 3004
© ESAB AB 2009
Быстроиэнашивемые детали
bm50whj1 - 18 -
Item Ordering no. Denomination Notes Wire type Wire dimensions
HI1 0455 072 002
0456 615 001
Intermediate nozzle
Intermediate nozzle
Fe, Ss & cored
Al
HI2 0469 837 880
0469 837 881
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 0.8-1.6 mm
HI3 0191 496 114 Key
HI4 0215 701 007 Locking washer
HI5a 0459 440 001 Motor gear euro Drive gear
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V 0.6 S2 & 0.8 S2
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 1,0 mm V
0.8 S2 & 1.0 S2
0459 052 003 Feed/pressure rollers Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V 1.0 S2 & 1.2 S2
0459 052 013 Feed/pressure rollers Fe, Ss & cored Ø 1.4 & 1.6 mm V 1.4 S2 & 1.6 S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V-Knurled 1.0 R2 & 1.2 R2
0458 825 010 Feed/pressure rollers Cored Ø 1.2/1.2 mm V-Knurled 1.2 R2 & 1.2 R2
0458 825 002 Feed/pressure rollers Cored Ø 1.2 & 1.4 mm V-Knurled 1.2 R2 & 1.4 R2
0458 825 003 Feed/pressure rollers Cored Ø 1.6 mm V-Knurled 1.6 R2 & 2.0 R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 & 1.0 A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 & 1.2 A2
0458 824 003 Feed/pressure rollers Al Ø 1.2 & 1.6 mm U 1.2 A2 & 1.6 A2
Use only pressure and feed rollers marked A2, R2 or S2.
The rollers are marked with wire dimension in mm, some are also marked with inch.
Item Ordering no. Denomination Notes
HI6 Washer Ø 16/5x1
HI7 Screw M4x12
HI8 Screw M6x12
HI9 Washer Ø 16/8.4x1.5
HI10 0469 838 001 Cover
HI11 0458 722 880 Axle and Nut
HI12 0459 441 880 Gear adapter
HI13 0455 049 001 Inlet nozzle Ø 3mm for 0.6-1.6mm Fe, Ss, Al and cored wire
HI14 0458 999 001 Shaft
HI15 Nut M10
HI16 0458 748 002 Insulating washer
HI17 0458 748 001 Insulating bushing
Item Ordering no. Denomination Wire type Wire dimensions
HI18 0156 602 001 Inlet nozzle Fe, Ss, Al & Cored Ø 2 mm plastic for 0.6-1.6 mm
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

Feed 3004
© ESAB AB 2009
bm50whj1 - 19 -
Feed 4804
© ESAB AB 2009
bm50whk1 - 20 -
Item Ordering no. Denomination Wire type Wire dimensions
HK1 0469 837 880
0469 837 881
0469 837 882
Outlet nozzle
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Fe, Ss & cored
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 1.0-1.6 mm
Ø 3.4 mm steel for 2.0-2.4 mm
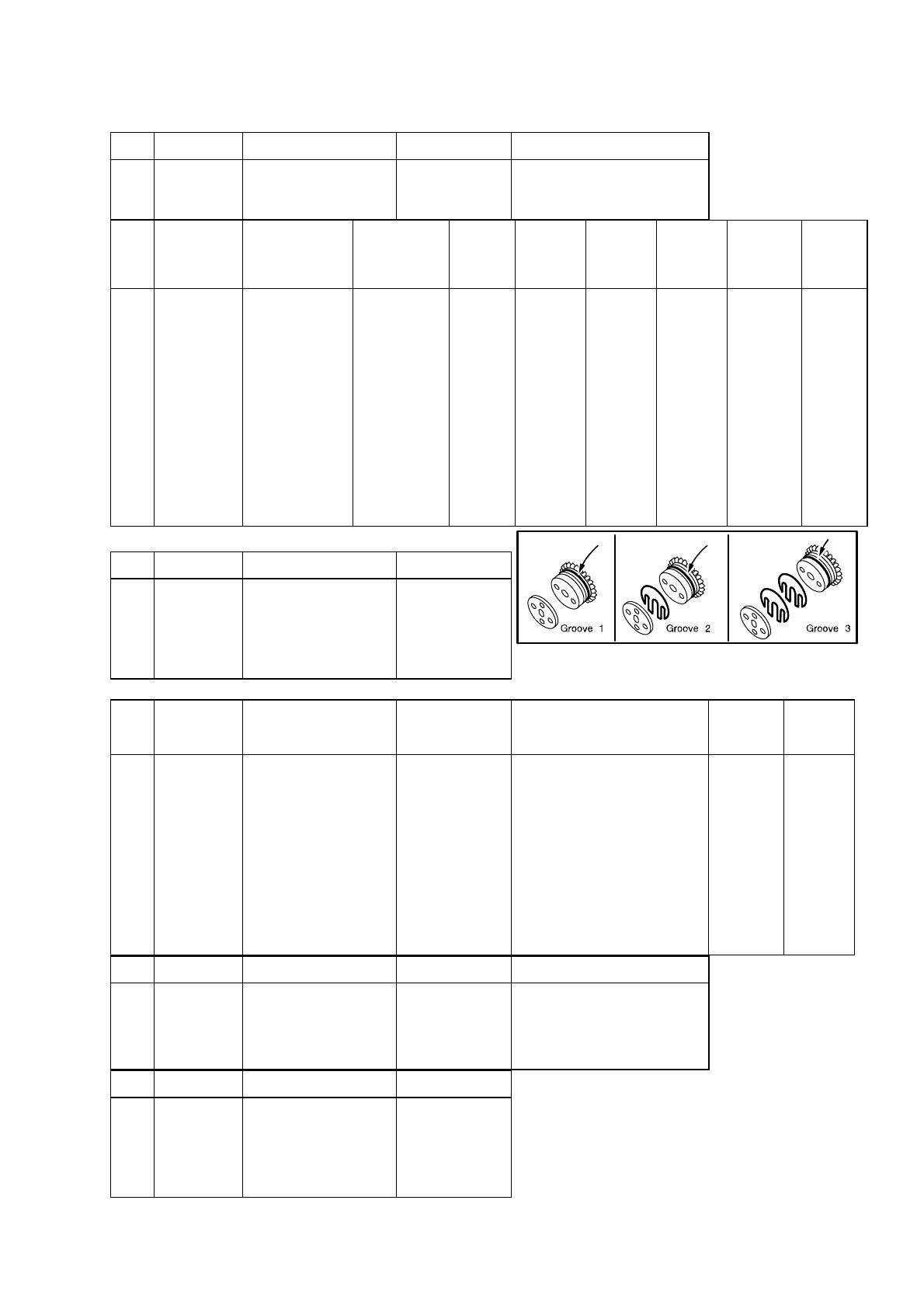
Item Ordering no. Denomination Wire type Wire Ø
mm
Groove 1 Groove 2 Groove 3 Groove
typ
Roller /
Bogey
mark
ings
HK2 0366 966 880 Feed Roller Fe, Ss & cored 0.6-1.2 0.6-0.8 0.9-1.0 1.2 V 1
0366 966 888 Feed Roller Fe, Ss & cored 0.9 0.9 0.9 0.9 V .035
0366 966 881 Feed Roller Fe, Ss & cored 1.4-1.6 1.4-1.6 2.0 2.4 V 2
0366 966 889 Feed Roller Fe, Ss & cored 1.2 .045” / 1.2 .045” / 1.2 .045” / 1.2 V .045 / 7
0366 966 890 Feed Roller Fe, Ss & cored 1.6 1.6 1.6 1.6 V 1/16
0366 966 900 Feed Roller Fe, Ss & cored 0.9-1.6 0.9-1.0 1.2 1.4-1.6 V 6
0366 966 893 Feed Roller Cored 1.2 1.2 1.2 1.2 V-Knurled .045
0366 966 882 Feed Roller Cored 1.2-2.0 1.2 1.4-1.6 2.0 V-Knurled 3
0366 966 882 Feed Roller Cored 1.6 1.6 1.6 1.6 V-Knurled 1/16
0366 966 883 Feed Roller Cored 2.4 2.4 not used not used V-Knurled 4
0366 966 885 Feed Roller Al 1.2 1.2 1.2 1.2 U U2
0366 966 899 Feed Roller Al 1.0-1.6 1.0 1.2 1.6 U U4
Item Ordering no. Denomination Notes
HK3 0156 707 001 Distance washer
HK4 0156 707 002 Adjustment spacer
HK5 Screw M5x20
HK6 Screw M5x16
HD = Heavy Duty
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller /
Bogey
markings
HK7 0366 902 880 Bogey (HD) Fe, Ss & cored Ø 0.6 - 1.2 mm V 1
0366 902 902 Bogey (HD) Fe, Ss & cored Ø 0.9 mm V .035
0366 902 900 Bogey (HD) Fe, Ss & cored Ø 0.9 - 1.6 mm V 6
0366 902 881 Bogey (HD) Fe, Ss & cored Ø 1.4 - 2.4 mm V
2
0366 902 894 Bogey (HD) Fe, Ss & cored Ø 1.2 mm V .045 / 7
0366 902 901 Bogey (HD) Fe, Ss & cored Ø 1.6 mm V 1/16
0366 902 903 Bogey (HD) Cored Ø 1.2 mm V-Knurled .045
0366 902 882 Bogey (HD) Cored Ø 1.2 - 2.0 mm V-Knurled 3
0366 902 883 Bogey (HD) Cored Ø 2.4 mm V-Knurled 4
0366 902 904 Bogey (HD) Cored Ø 1.6 mm V-Knurled 1/16
0366 902 899 Bogey (HD) Al Ø 1.0 - 1.6 mm U U4
0366 902 886 Bogey (HD) Al Ø 1.2 mm x 3 U -
Item Ordering no. Denomination Wire type Wire dimensions
HK8 0366 944 001 Washer
HK9 0156 603 001
0156 603 002
0332 322 001
0332 322 002
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Fe, Ss & Al
Fe, Ss & Al
Cored
Cored
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm
Ø 2.4 mm copper for 1.2-2.0 mm
Ø 4 mm copper for 2.4 mm
Item Ordering no. Denomination Note
HK10 0215 702 708 Locking washer
HK11 Nut M10
HK12 0458 748 002 Insulating washer
HK13 0458 748 001 Insulating bushing
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB Origo™ Feed 4804 Руководство пользователя
- Категория
- Сварочные системы
- Тип
- Руководство пользователя
- Это руководство также подходит для
Задайте вопрос, и я найду ответ в документе
Поиск информации в документе стал проще с помощью ИИ
Похожие модели бренда
-
ESAB Aristo Feed 3004 Руководство пользователя
-
ESAB Feed 304 M12 Руководство пользователя
-
ESAB A6 PEK Control Unit Руководство пользователя
-
ESAB Feed 4804 Руководство пользователя
-
-
-
-
ESAB Feed 304 M13 Руководство пользователя
-
-