Feed 4804
© ESAB AB 2009
bm50whk1 - 20 -
Item Ordering no. Denomination Wire type Wire dimensions
HK1 0469 837 880
0469 837 881
0469 837 882
Outlet nozzle
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Fe, Ss & cored
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 1.0-1.6 mm
Ø 3.4 mm steel for 2.0-2.4 mm
Item Ordering no. Denomination Wire type Wire Ø
mm
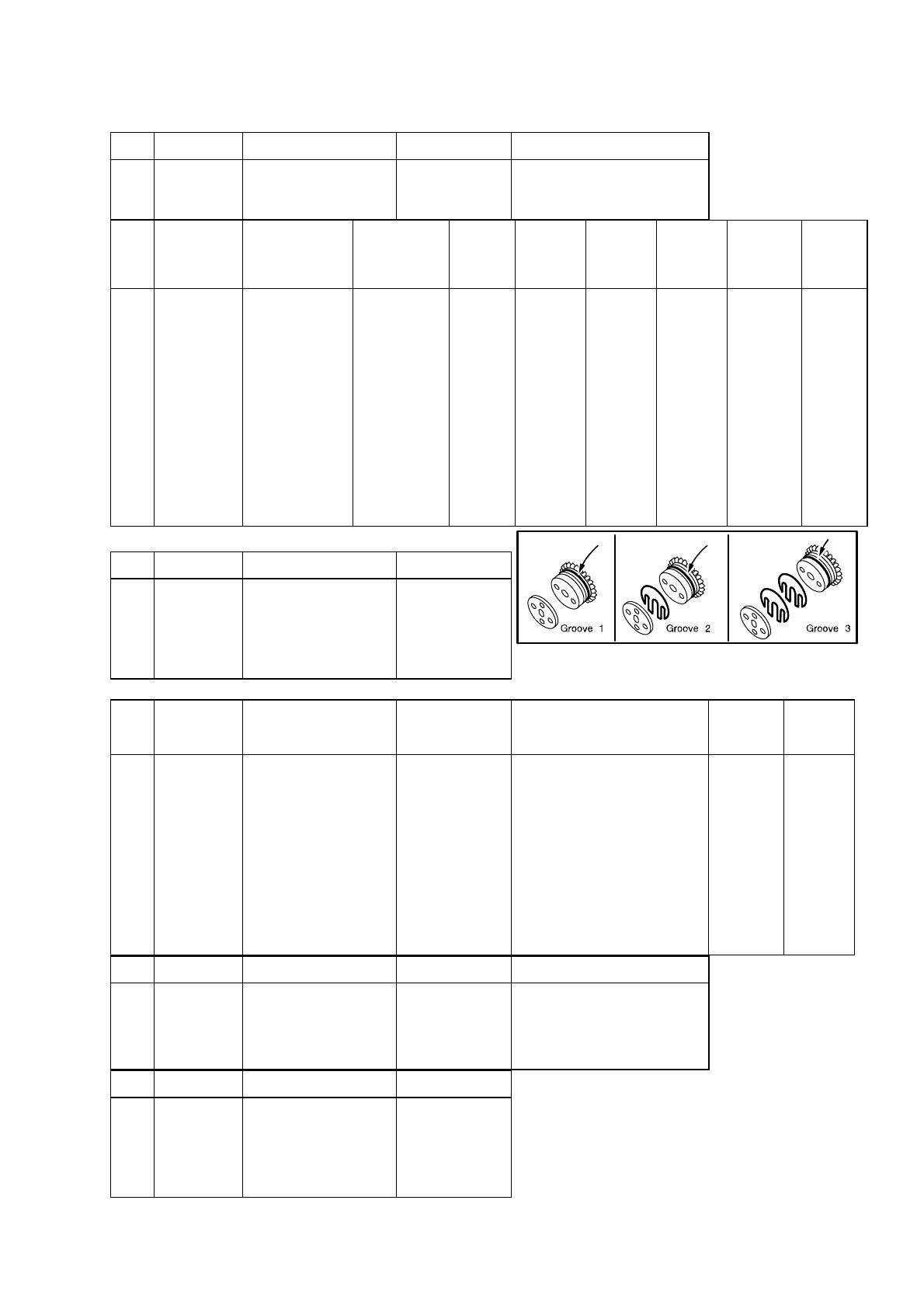
Groove 1 Groove 2 Groove 3 Groove
typ
Roller /
Bogey
mark
ings
HK2 0366 966 880 Feed Roller Fe, Ss & cored 0.6-1.2 0.6-0.8 0.9-1.0 1.2 V 1
0366 966 888 Feed Roller Fe, Ss & cored 0.9 0.9 0.9 0.9 V .035
0366 966 881 Feed Roller Fe, Ss & cored 1.4-1.6 1.4-1.6 2.0 2.4 V 2
0366 966 889 Feed Roller Fe, Ss & cored 1.2 .045” / 1.2 .045” / 1.2 .045” / 1.2 V .045 / 7
0366 966 890 Feed Roller Fe, Ss & cored 1.6 1.6 1.6 1.6 V 1/16
0366 966 900 Feed Roller Fe, Ss & cored 0.9-1.6 0.9-1.0 1.2 1.4-1.6 V 6
0366 966 893 Feed Roller Cored 1.2 1.2 1.2 1.2 V-Knurled .045
0366 966 882 Feed Roller Cored 1.2-2.0 1.2 1.4-1.6 2.0 V-Knurled 3
0366 966 882 Feed Roller Cored 1.6 1.6 1.6 1.6 V-Knurled 1/16
0366 966 883 Feed Roller Cored 2.4 2.4 not used not used V-Knurled 4
0366 966 885 Feed Roller Al 1.2 1.2 1.2 1.2 U U2
0366 966 899 Feed Roller Al 1.0-1.6 1.0 1.2 1.6 U U4
Item Ordering no. Denomination Notes
HK3 0156 707 001 Distance washer
HK4 0156 707 002 Adjustment spacer
HK5 Screw M5x20
HK6 Screw M5x16
HD = Heavy Duty
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller /
Bogey
markings
HK7 0366 902 880 Bogey (HD) Fe, Ss & cored Ø 0.6 - 1.2 mm V 1
0366 902 902 Bogey (HD) Fe, Ss & cored Ø 0.9 mm V .035
0366 902 900 Bogey (HD) Fe, Ss & cored Ø 0.9 - 1.6 mm V 6
0366 902 881 Bogey (HD) Fe, Ss & cored Ø 1.4 - 2.4 mm V
2
0366 902 894 Bogey (HD) Fe, Ss & cored Ø 1.2 mm V .045 / 7
0366 902 901 Bogey (HD) Fe, Ss & cored Ø 1.6 mm V 1/16
0366 902 903 Bogey (HD) Cored Ø 1.2 mm V-Knurled .045
0366 902 882 Bogey (HD) Cored Ø 1.2 - 2.0 mm V-Knurled 3
0366 902 883 Bogey (HD) Cored Ø 2.4 mm V-Knurled 4
0366 902 904 Bogey (HD) Cored Ø 1.6 mm V-Knurled 1/16
0366 902 899 Bogey (HD) Al Ø 1.0 - 1.6 mm U U4
0366 902 886 Bogey (HD) Al Ø 1.2 mm x 3 U -
Item Ordering no. Denomination Wire type Wire dimensions
HK8 0366 944 001 Washer
HK9 0156 603 001
0156 603 002
0332 322 001
0332 322 002
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Fe, Ss & Al
Fe, Ss & Al
Cored
Cored
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm
Ø 2.4 mm copper for 1.2-2.0 mm
Ø 4 mm copper for 2.4 mm
Item Ordering no. Denomination Note
HK10 0215 702 708 Locking washer
HK11 Nut M10
HK12 0458 748 002 Insulating washer
HK13 0458 748 001 Insulating bushing



















