6
КАЛИБРОВОЧНЫЙ СТЕНД CALIWELD
RU
НАПОМИНАНИЕ НОРМЫ (ВЫДЕРЖКА ИЗ ДОКУМЕНТА НОРМЫ EN 50504)
Параметры сварочного источника должны быть проверены согласно норме EN1090. В результате этой проверки можно выдать « Протокол
Утверждения ».
Процесс утверждения проходит согласно норме EN 50504.
Целью его является обеспечение надлежащего результата сварки, воспроизводимого впоследствии.
Утверждение сварочного оборудования согласно EN 50504 - это действие проверки рабочих характеристик аппарата относительно его
настроек.
Утверждение происходит по 5 замерным точкам в регулировочном диапазоне. Тем не менее существует возможность утвердить
уменьшенный диапазон настроек по заявке клиента.
Выберите диапазон утверждения/калибровки управления или индикатора, смонтированного на источник тока, следующим образом:
a) полный диапазон управления или измерительного прибора (см. примечание);
b) диапазон частичной нагрузки управления или измерительного прибора;
c) точки диапазона управления или измерительного прибора.
ПРИМЕЧАНИЕ: максимальные величины диапазона для вольтметров и амперметров задаются номинальным напряжением холостого хода и
максимальным номинальным сварочным током сварочного источника.
Перед тем, как провести утверждение/калибровку, надо договориться с производителем, клиентом или пользователем по опциям b) или
c).
Произведите измерения с настройками на минимуме, на максимуме и в трех других точках на номинально равном расстоянии между
минимумом и максимумом диапазона.
Замер производится два раза (замер «a» восходящий, замер «b» нисходящий) после 10-секундного периода стабилизации замеренных
величин. Перед этим рекомендуется оставить аппарат в рабочем режиме 5 минут, а после преступить к процессу по утверждению.
Утверждение должно производиться, как минимум, раз в год и после каждого ремонта или модификации аппарата, которые могут
повлиять на настройки.
Только сертифицированный специалист может проводить измерения. Этот специалист является гарантом правильности условий
проведения тестирования и интерпретации результатов. Мы очень рекомендуем купить текст нормы и прочесть его перед тем, как
произвести утверждение.
В случае особых сварочных процессов, как MIG Pulse и TIG AC, могут возникнуть ошибки замера из-за неправильного использования или
неправильный выбор измерительных приборов. Обратитесь к производителю сварочного аппарата.
Точность сварочного аппарата
Точность настроек и/или выведенной на экран информации определяется классом. Этот класс, в свою очередь, определяется в
зависимости от технических требований сварки (Квалификационная Оценка Процедур Сварки (QMOS) / Описание Процедур Сварки
(DMOS)) и характеристик сварочного аппарата.
Тип утверждения : Тип утверждения может быть «согласованность» или «точность».
- Тип Согласованность: Утверждение аппарата с потенциометром.
- Тип Точность: Утверждение аппарата с цифровой индикацией.
Этот класс делится на 2 типа, так называемые « Стандарт » и « Точность ». Он дает допускаемые отклонения по
сварочным настройкам, по замерам, произведенным и выведенным на дисплей сварочным аппаратом, а также по
используемым измерительным приборам.
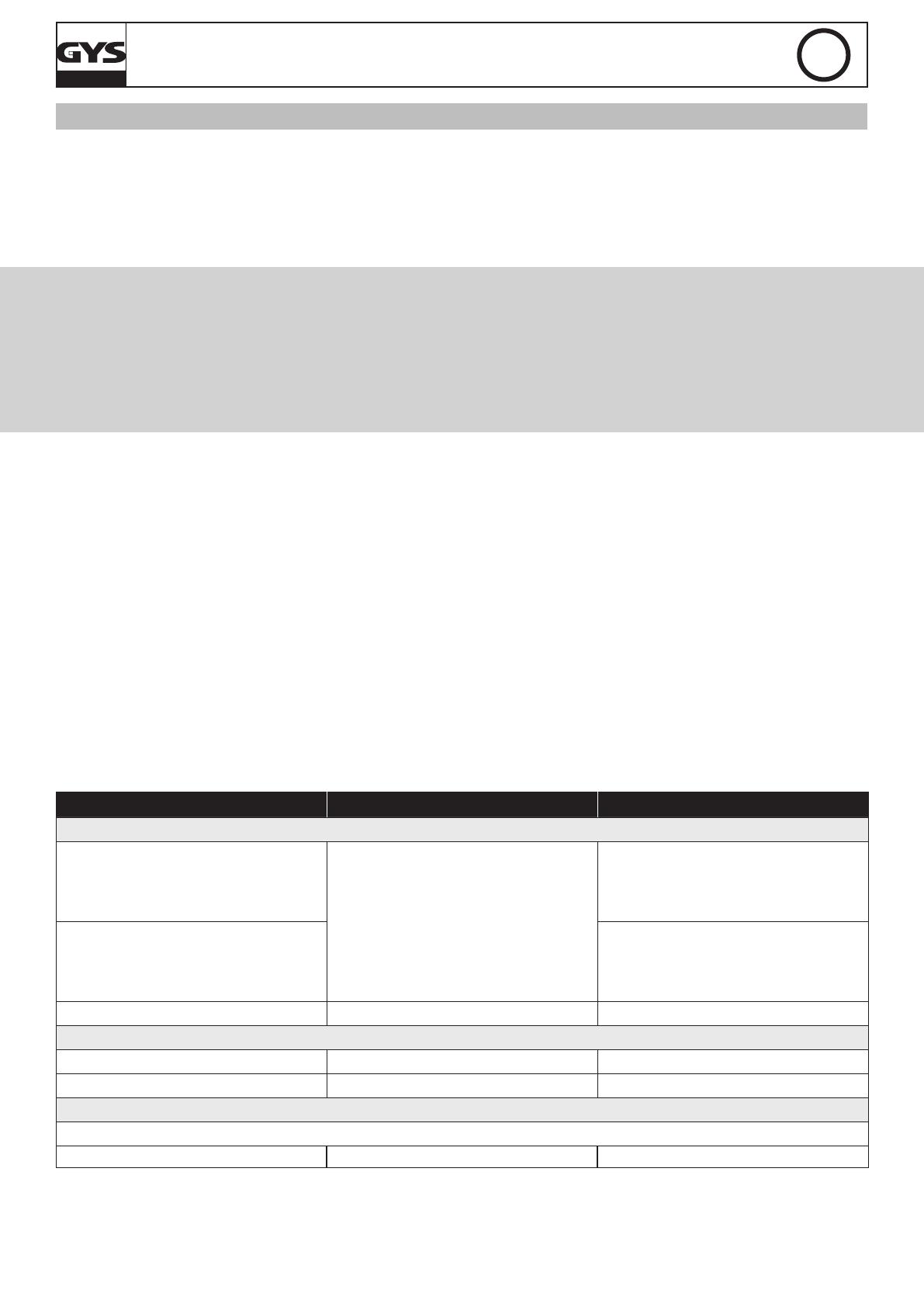
Класс Стандартный режим Точность
Настройка сварочного аппарата
Ток (А)
± 2,5% максимальной настройки между
0 и 25% максимальной настройки.
± 10% от реальной величины между 25
и 100% максимальной настройки.
± 1% максимальной настройки между 0
и 40% максимальной настройки.
± 2,5% от реальной величины между 40
и 100% максимальной настройки.
Напряжение (В)
± 2% максимальной настройки между 0
и 40% максимальной настройки.
± 5% от реальной величины между 40 и
100% максимальной настройки.
Скорость подачи (м/мин) ± 10% от реальной величины ± 2,5% от реальной величины
Настройка сварочного аппарата
Аналоговая индикация измерения Класс 2.5 Класс 1
Цифровая индикация измерения 2.5% 1%
Измерительные приборы
Измерительные приборы должны быть, как минимум, в 2 раза точнее класса.
Максимальный срок действия 1 год 6 месяцев