cmha2p11
cmha2p10
bh32d1r - 9 -
5.3 Присоединение сварочного и обратного кабелей
Источник питания снабжен двумя выходами, положительной клеммой (+) и
отрицательной клеммой (-), служащими для подключения сварочного и
обратного кабелей. Выбор выхода, к которому подключается сварочный
кабель, зависит от типа используемого электрода. Полярность подключения
указывается на упаковке электродов. Подключите сварочный кабель к клемме,
указанной на упаковке электродов.
Подключите обратный кабель ко второму выходу на источнике питания.
Закрепите контактный зажим обратного кабеля на детали и убедитесь в
наличии достаточного контакта между деталью и выходом для подключеня
возвратного кабеля на источнике питания.
5.4 Защита от перегрева
Источник питания снабжен реле защиты от тепловой перегрузки, которое
срабатывает при недопустимом возрастании температуры. При этом
прекращается подача сварочного тока и загорается желтая индикаторная
лампа на передней панели источника питания. Когда температура снизится,
реле защиты от перегрузки автоматически возвращается в исходное
положение.
5.5 Сварка методом МMA
Модель Arc 151i / 201i дает постоянный ток, и вы можете производить сварку
большинства металлов с легированными и нелегированными сталями, с не
ржавеющей сталью и чугуном.
Arc 151i / 201i позволяет выполнять сварку большинством покрытых электродов
диаметром от Ø 1,6 до Ø 3,25.
Способ MMA называется также сваркой покрытыми электродами. Зажженная дуга
расплавляет электрод, и его покрытие образует защитный шлак.
Если при зажигании дуги кончик электрода прижать к металлу, он сразу же рас
плавится и прилипнет к металлу, делая невозможной непрерывную сварку.
Следовательно, зажигание дуги должно производиться таким же образом, как за
жигание спички.
Прикоснитесь электродом к металлу, затем поднимите его
так, чтобы получилась дуга определенной длины (примерно
2 мм). Если длина дуги чересчур велика, слышен характер
ный треск и имеет место разбрызгивание
металла, после чего дуга окончательно погаснет.
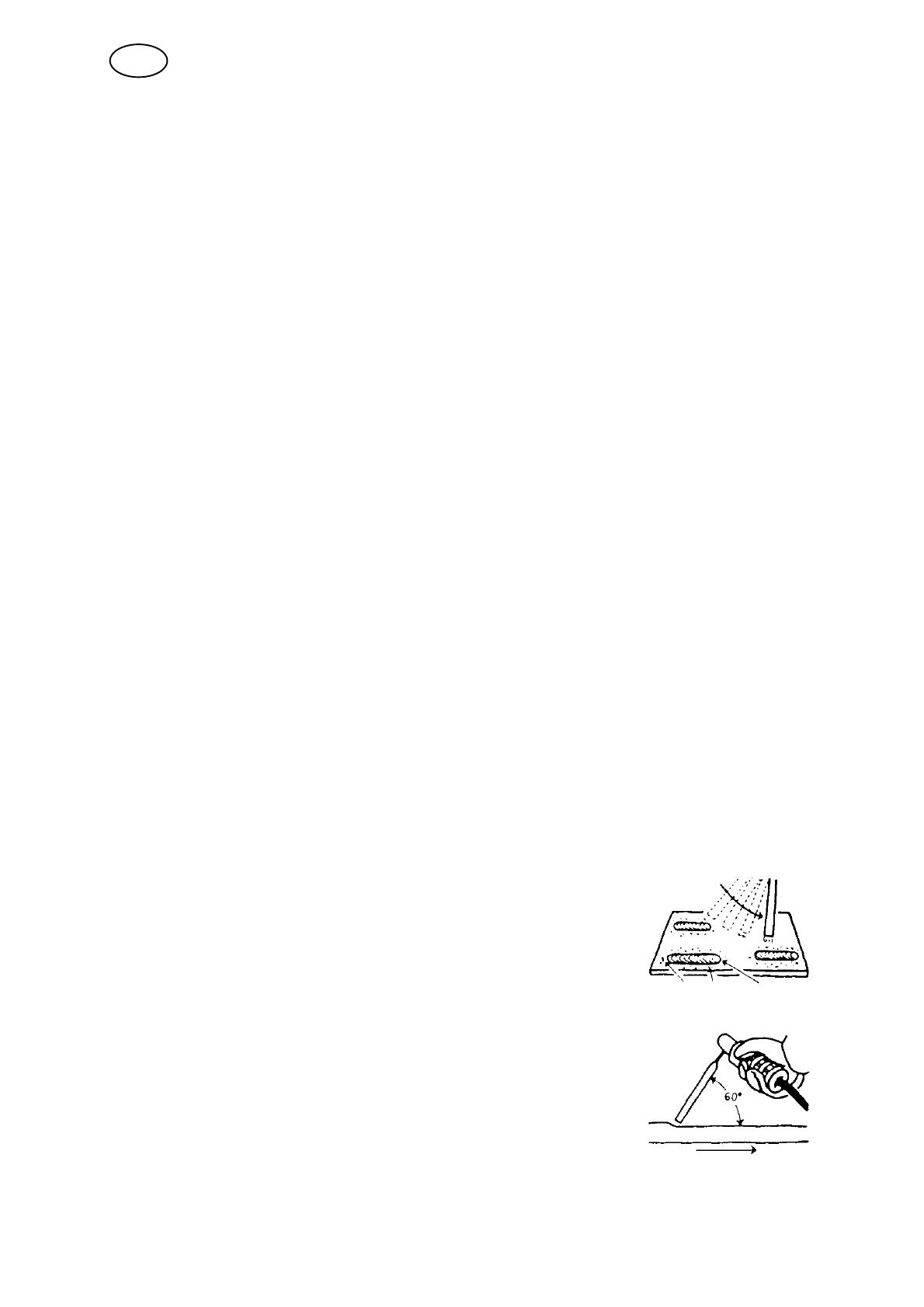
При работе на сварочном стенде перед зажиганием дуги
убедитесь в том, что отходы металла, куски электродов или
другие предметы не изолируют свариваемую деталь.
После зажигания дуги перемещайте электрод слева напра
во. Электрод должен располагаться под углом 60° к метал
лу относительно направления сварки.
При необходимости выполнения широкого шва или очень
толстого шва (последовательны наложением нескольких
швов) производятся движения в поперечном направлении.
RU



















