© ESAB AB 2008
cmha2p11
cmha2p10
bh32d1r - 10 -
5.5 Сварка методом МMA
Модель Arc 151i / 201i дает постоянный ток, и вы можете производить сварку
большинства металлов с легированными и нелегированными сталями, с не
ржавеющей сталью и чугуном.
Arc 151i / 201i позволяет выполнять сварку большинством покрытых электродов
диаметром от Ø 1,6 до Ø 3,25.
Способ MMA называется также сваркой покрытыми электродами. Зажженная дуга
расплавляет электрод, и его покрытие образует защитный шлак.
Если при зажигании дуги кончик электрода прижать к металлу, он сразу же рас
плавится и прилипнет к металлу, делая невозможной непрерывную сварку.
Следовательно, зажигание дуги должно производиться таким же образом, как за
жигание спички.
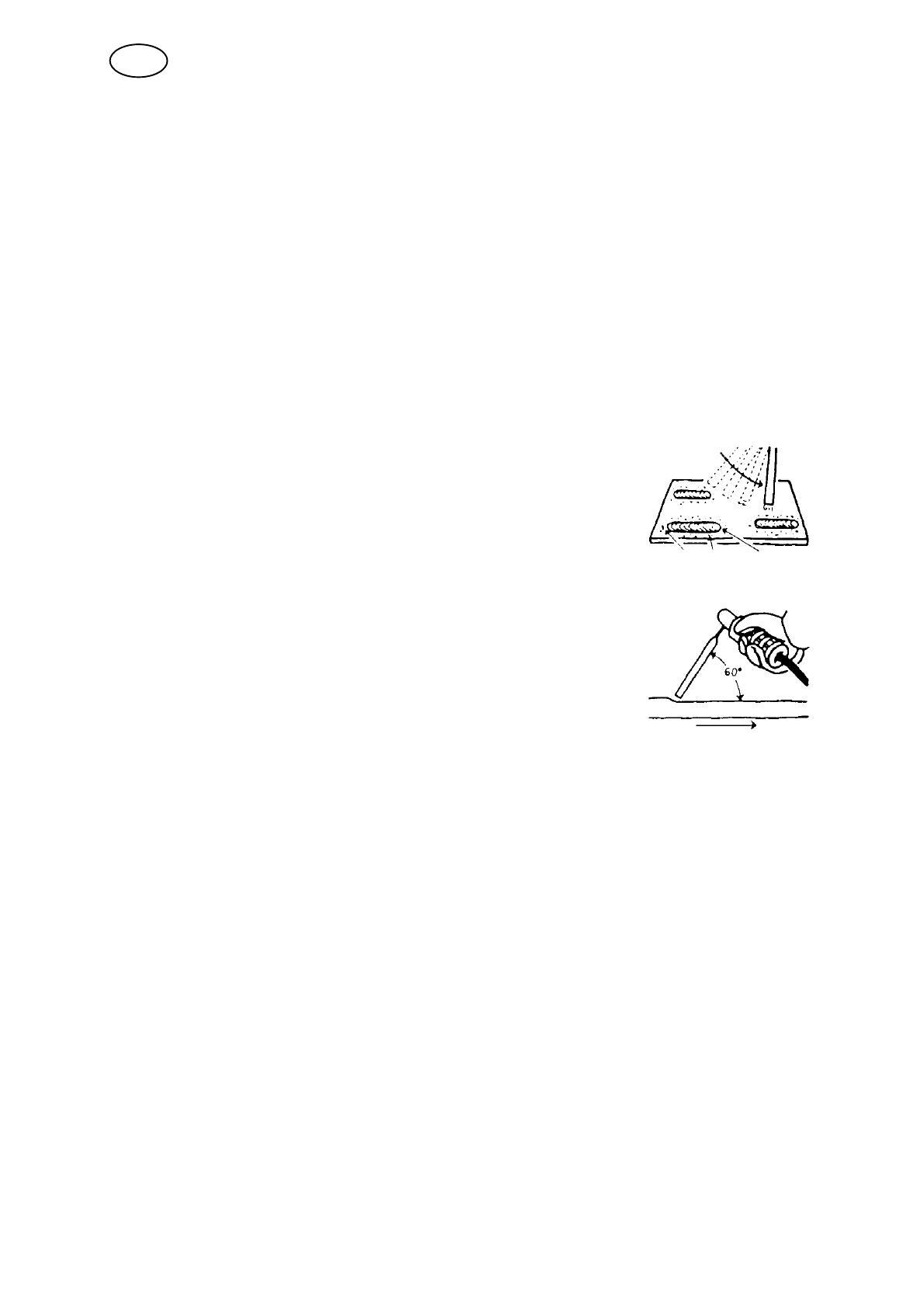
Прикоснитесь электродом к металлу, затем поднимите его
так, чтобы получилась дуга определенной длины (примерно
2 мм). Если длина дуги чересчур велика, слышен характер
ный треск и имеет место разбрызгивание
металла, после чего дуга окончательно погаснет.
При работе на сварочном стенде перед зажиганием дуги
убедитесь в том, что отходы металла, куски электродов или
другие предметы не изолируют свариваемую деталь.
После зажигания дуги перемещайте электрод слева напра
во. Электрод должен располагаться под углом 60° к метал
лу относительно направления сварки.
При необходимости выполнения широкого шва или очень
толстого шва (последовательны наложением нескольких
швов) производятся движения в поперечном направлении.
5.6 Сварка методом TIG
При сварке TIG происходит расплавление металла свариваемой детали с по
мощью электрической дуги, возбуждаемой на вольфрамовом электроде, кото
рый сам не плавится. Зона сварки и сам электрод защищены атмосферой из
защитного газа.
Метод сварки TIG в особенности полезен при необходимости обеспечения вы
сокого качества и при сваривании тонких листов. Модель Arc 151i / 201i также
обладает хорошими характеристиками для сварки методом TIG.
Для обеспечения сварки методом TIG модель Arc 151i / 201i должна быть обо
рудована:
горелкой TIG с газовым клапаном
баллоном со сварочным газом (соответствующим газом)
регулятором газа для сварки (подходящий газовый регулятор);
вольфрамовыми электродами
соответствующими дополнительными материалами по необходимости.
RU



















