3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
0463 387 001
- 8 -
© ESAB AB 2014
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
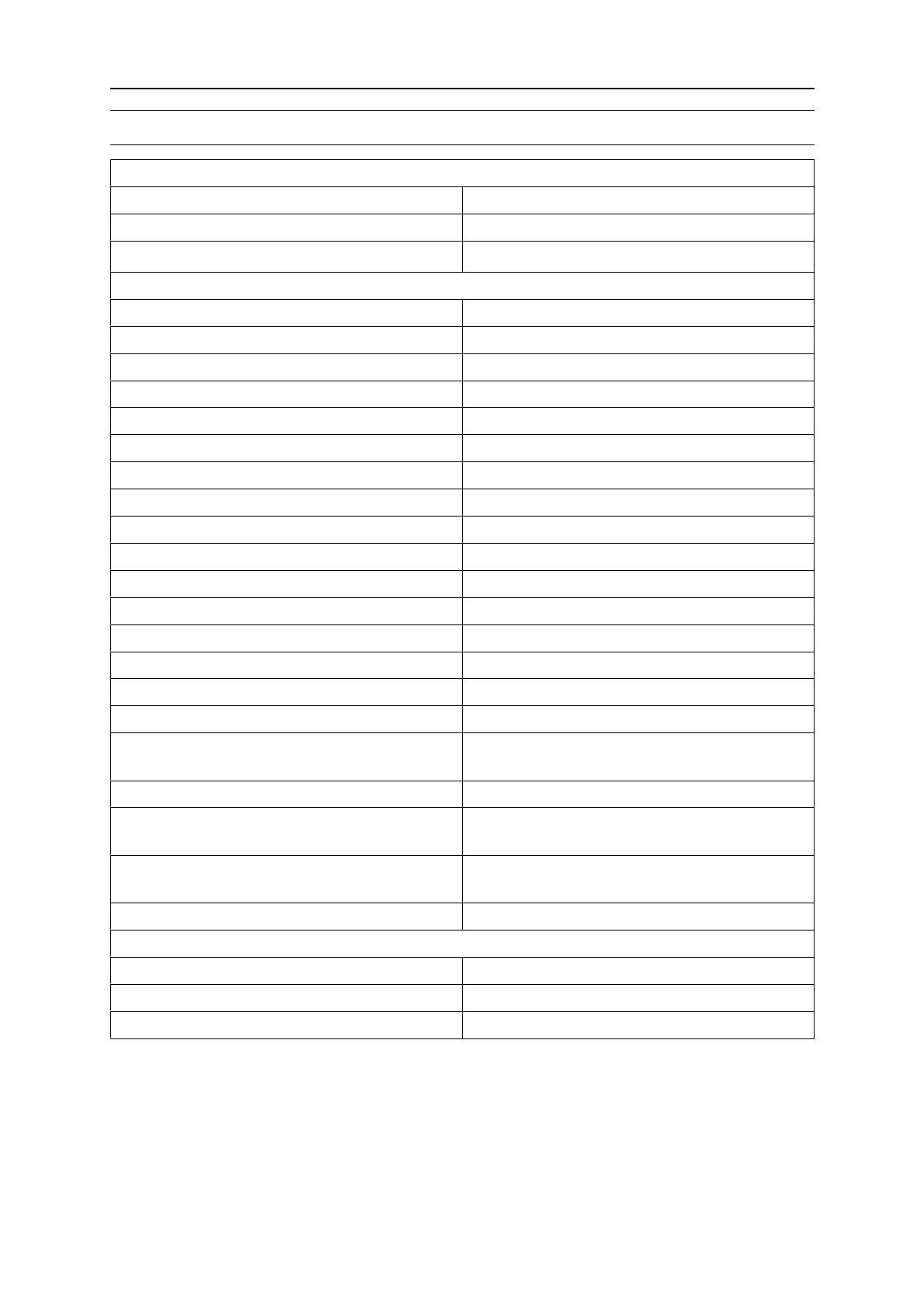
Warrior™ YardFeed 200
Напряжение питания 42 В, 50-60 Гц
Потребляемая мощность 252 ВА
Расчетный ток питания I
1
6 A
Настроечные данные
Скорость подачи проволоки 1,9–25,0м/мин (75–985 дюйм/мин)
Такт 2/4 2 такта или 4 такта
Выбор проволоки / Время отжига Сплошная или с сердечником
Плавный пуск Всегда включен
Продувка газа Да
Толчковый режим подачи проволоки Да
Подключение горелки EURO
Макс. диаметр катушки с проволокой S200мм (8дюймов), 5kg / 10lbs
Диаметр проволоки
Железо 0,6–1,2мм (0,023–0,047дюйма)
Нерж. сталь 0,6–1,2мм (0,023–0,047дюйма)
Алюминий 1,0–1,2мм (0,039–0,047дюйма)
Электродная проволока 0,8–1,2мм (0,031–0,047дюйма)
Вес
WYF 200 11,6кг (25,6фунтов)
WYF 200w 11,8кг (26,0фунтов)
Размеры (д x ш x в) 593 × 210 × 302мм (23,3 × 8,3 ×
11,9дюйма)
Рабочая температура от -10 до +40°C (от +14° до +104°F)
Температура транспортировки и
хранения
от -20° до +55°C (от -4° до +131°F)
Защитный газ Все типы, предназначенные для сварки
MIG/MAG
макс. давление 0,5МПа (5бар / 72,5ф/кв.дюйм)
Максимальная допустимая нагрузка при
Коэффициент нагрузки 60% 365 A
Коэффициент нагрузки 100% 280 A
Класс защиты корпуса IP23
Стандартные заводские настройки
Стандартными заводскими настройками для Warrior™ YardFeed 200 являются
дюйм/мин и полностью открытое положение газового клапана.
Рабочий цикл
Рабочим циклом называется время, выраженное в процентах от периода
продолжительностью десять минут, в течение которого вы можете производить сварку
или резку с определенной нагрузкой без риска перегрузки. Рабочий цикл указан для
температуры 40°C 104°F.



















