© ESAB AB 2003
bi08migr4 - 13 -
что позволяет гораздо быстрее и легче находить оптимальные параметры
сварки. Это соотношение между скоростью подачи проволоки и другими
параметрами сварки называется характеристикой или графиком синергии.
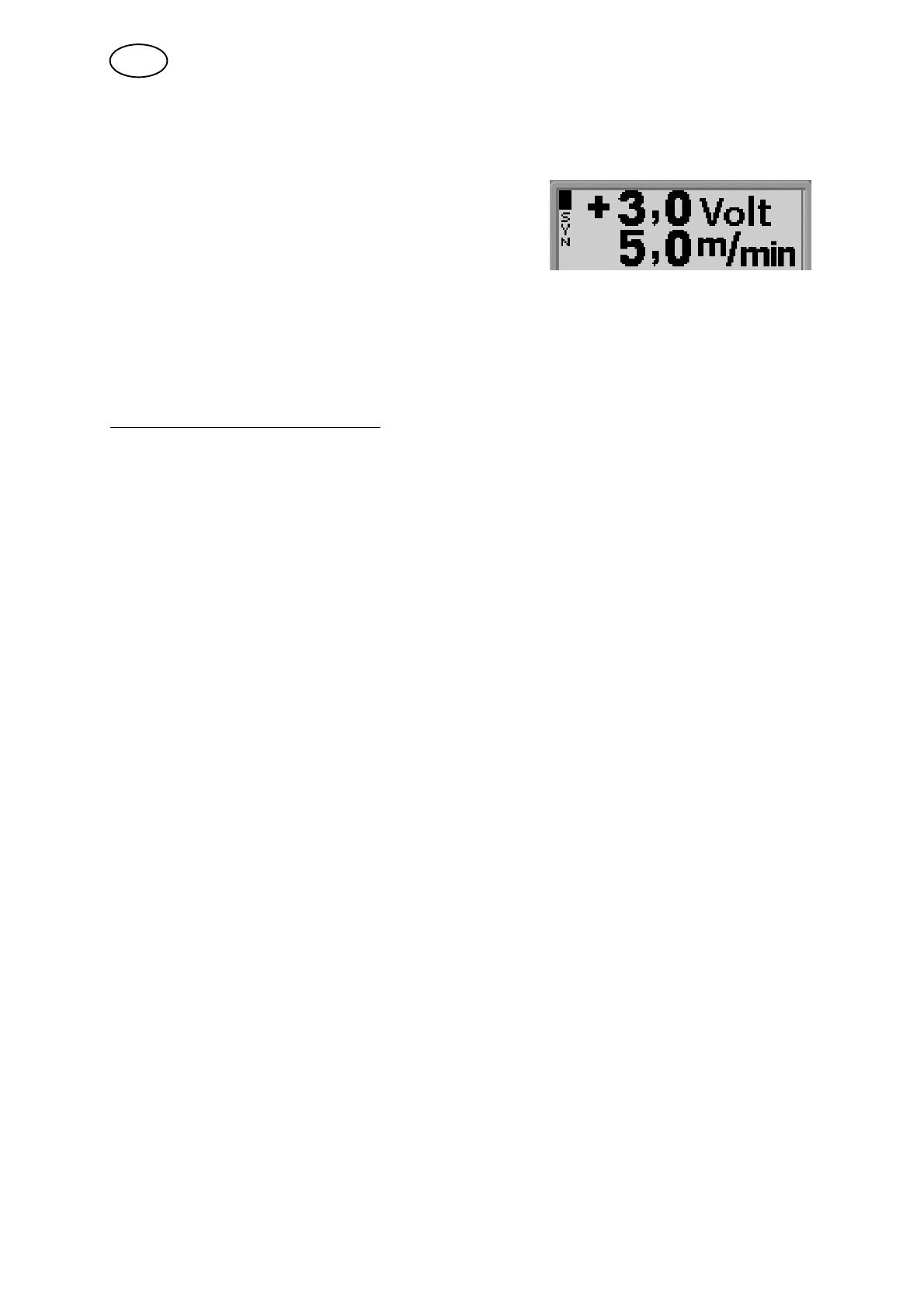
Режим синергии включен: в главном меню
отображается заданная скорость подачи
проволоки, а также положительное и
отрицательное отклонение от напряжения
синергической линии.
Положительное отклонение отображается при помощи полосы над символами
SYN, а отрицательное отклонение - под этими символами.
Режим синергии отключен: в главном меню отображаются заданные значения
напряжения и скорости подачи проволоки.
- Активизация режима синергии в главном меню.
Комплект синергических линий
Поставляемый с аппаратом комплект синергических линий, имеющий название
“”Типовые синергические линии”” , содержит 33 наиболее часто используемые
синергические линии.
Имеется также возможность заказать другие комплекты синергических линий,
но их монтаж должен выполнять уполномоченный инженер по обслуживанию
ESAB.
Индуктивность
При высокой индуктивности получается более текучий сварной шов с меньшим
разбрызгиванием. При низкой индуктивности получаются более резкий звук и
более стабильная плотная дуга.
- Настройка индуктивности в меню настройки.
Подача газа до возбуждения дуги
Подача газа до возбуждения дуги означает время, в течение которого
производится подача защитного газа до того, как будет возбуждена дуга.
- Настройка продолжительности подачи газа до возбуждения дуги - в меню
настройки.
Время послегорения
Время послегорения это задержка между моментом времени, когда блок
подачи проволоки начинает останавливать подачу проволоки, и моментом,
когда источник питания прекращает подачу сварочного тока. При слишком
малом времени послегорения после завершения сварки остается длинный
выступающий конец присадочной проволоки, что создает риск вплавления
проволоки в твердеющий сварочный шов. С другой стороны, при слишком
большом времени послегорения укорачивается выступающий конец проволоки
до такой степени, что это создает риск того, что в следующий раз при начале
сварки дуга возникнет на контактном конце сварочного пистолета.
- Настройка продолжительности послегорения в меню настройки.
Послеподача защитного газа
Послеподача защитного газа - это время, в течение которого продолжается
подача защитного газа после того, как дуга погашена.
- Настройка продолжительности послеподачи защитного газа в меню
настройки.
RU



















