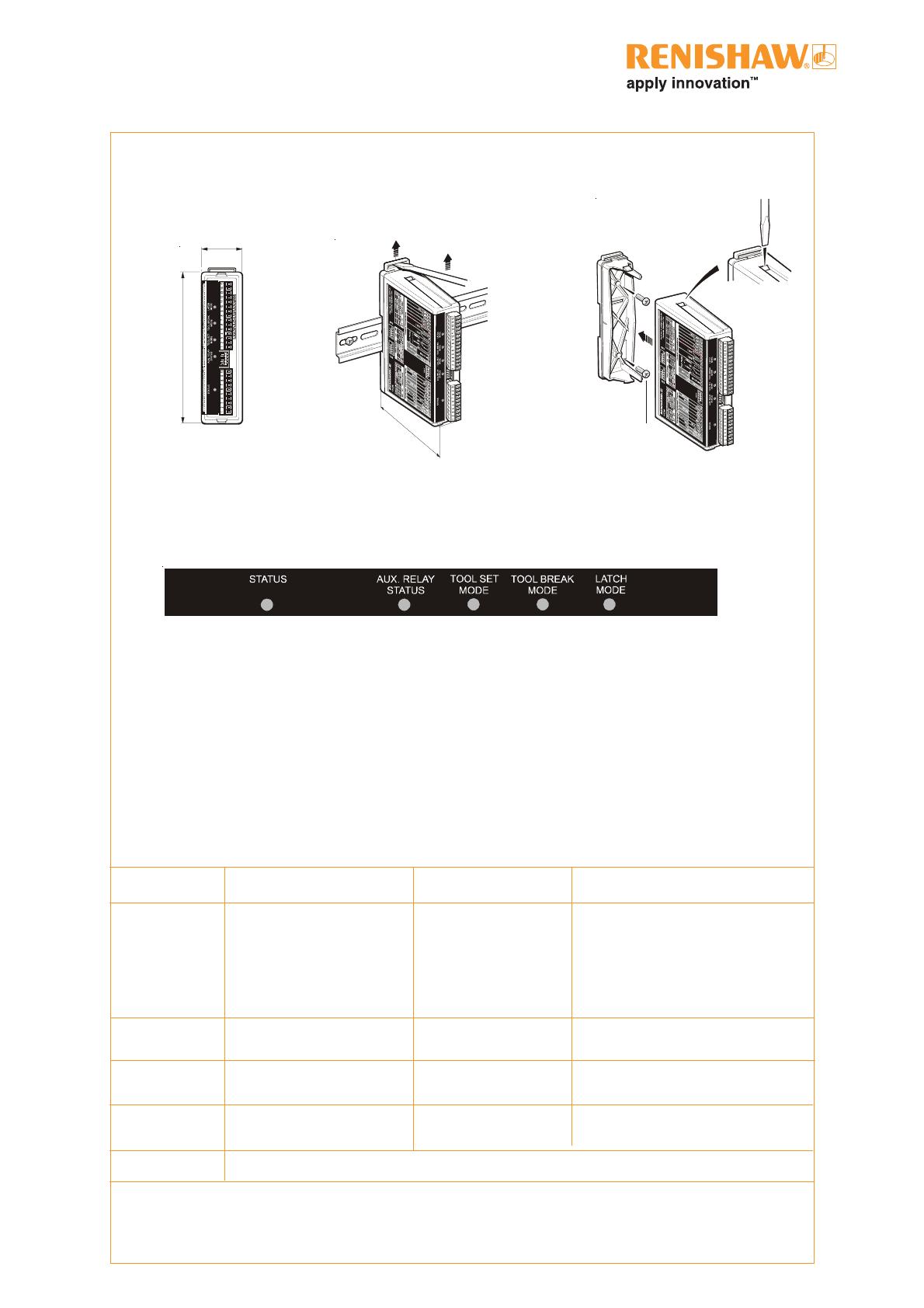
Светодиодные индикаторы диагностики
Светодиодные индикаторы позволяют оператору определить состояние системы
Зеленый-желтый
(мигание с
частотой 1 Гц)
✷ Если препятствия на пути лазерного луча отсутствуют, а
индикатор горит желтым светом, система будет
работать, но для достижения максимальной точности
измерений требуется провести ее техническое
обслуживание
Светодиодный индикатор состояния
(при подключении интерфейса к датчику NC3 или NC4)
К системе подводится слишком
высокое напряжение.
Система будет работать, но для
достижения максимальной
точности нужно произвести
повторную юстировку и
выравнивание системы
относительно осей перемещения
станка.
Отсутствует
Режим скоростного
определения поломки
инструмента
Режим фиксации выходного
сигнала
Фиксация выходного сигнала не
произведена.
К системе подводится слишком высокое
напряжение.
Система будет работать, но для достижения
максимальной точности нужно произвести
повторную юстировку системы и снова
выровнять ее относительно осей
перемещения станка.
Отсутствует
Фиксация выходного
сигнала не произведена.
Лазерный луч перекрыт.
Произведена фиксация
выходного сигнала.
Инструмент поломан.
Габаритные и установочные размеры
Монтаж на стандартную DIN-рейку
Альтернативный вариант
монтажа
M4 (x 2)
107.6
На пути лазерного луча нет
препятствий
Датчик в состоянии готовности.
Пучок лазерного излучения
частично перекрыт ✷.
Лазерный луч перекрыт.
Произошло срабатывание
датчика.
Режим наладки
инструмента
Цвет
индикатора
Отсутствует напряжение питания
На пути лазерного луча нет препятствий.
Фиксация выходного сигнала не
произведена.
Фиксация выходного сигнала не произведена.
На пути лазерного луча находится
вращающийся инструмент ✷.
Произведена фиксация выходного
сигнала.
Светодиодный индикатор состояния
(при подключении интерфейса к датчику
NC3 или NC4)
Если настройка прошла успешно, то по
этому светодиодному индикатору можно
определить состояние датчика.
Когда система работает в режиме наладки
инструмента, индикатор, по мере
увеличения напряжения электронного
луча, меняет цвет с красного на желтый и,
затем, на зеленый.
Если после выхода из режима наладки
светодиодный индикатор горит желтым
светом, это означает, что при наладке
возникли ошибки, и ее необходимо
повторить.
Светодиодный индикатор состояния
(при подключении интерфейса к
датчику NC1)
Зеленый Датчик в состоянии
готовности.
Красный Произошло срабатывание
датчика
Если система в режиме настройки, то
светодиодный индикатор горит красным
цветом.
Светодиодный индикатор состояния
дополнительного реле
Зеленый Дополнительное реле в
активном состоянии
Не горит Дополнительное реле в
пассивном состоянии
Светодиодный индикатор режима
наладки инструмента
Зеленый Режим выбран
Не горит Режим не выбран
Светодиодный индикатор режима
определения поломки инструмента
Это режим скоростного определения
поломки инструмента.
Зеленый Режим выбран
Не горит Режим не выбран
Светодиодный индикатор режима
фиксации выходного сигнала
Используется для проверки состояния
профиля и режущей кромки
инструмента.
Зеленый Режим выбран
Не горит Режим не выбран
Подробная информация приведена в Руководстве по
установке и техническому обслуживанию системы NC4,
номер публикации Renishaw H-2000-5244.
Индикация
отсутствует
Красный
Желтый
Зеленый
34.6
134
Размеры в мм (дюймах)
Поднимите распорку на конце пластины
и установите интерфейс на DIN-рейку
Нажмите на выступ и
снимите крышку



