GYS CARMIG Инструкция по применению
- Категория
- Сварочные системы
- Тип
- Инструкция по применению

C51352_V5_26/06/2020
EN
CN
RU
04-10 / 26-32
19-25 / 26-32
11-18 / 26-32
CARMIG

2
CARMIG
I
II
III
10
14
13
A B
1
4
8
11
12
9
2
5
3
6
7

3
CARMIG
IV
V
1
4 2
8
3
7
5 6
4
2
1
3

4
CARMIG
EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety recommendations before using or servicing the unit.
Any change or servicing that is not specied in the instruction manual must not be undertaken.
The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions featured in this manual .
In the event of problems or uncertainties, please consult a qualied person to handle the installation properly.
ENVIRONMENT
This equipment must only be used for welding operations in accordance with the limits indicated on the descriptive panel and/or in the user manual.
The operator must respect the safety precautions that apply to this type of welding. In case of inedaquate or unsafe use, the manufacturer cannot
be held liable for damage or injury.
This equipment must be used and stored in a place protected from dust, acid or any other corrosive agent. Operate the machine in an open, or
well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Store between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude:
Up to 1000 meters above sea level (3280 feet).
PROTECTION OF THE INDIVIDUALS
Arc welding can be dangerous and can cause serious and even fatal injuries.
Welding exposes the user to dangerous heat, arc rays, electromagnetic elds, noise, gas fumes, and electrical shocks. People wearing pacemakers
are advised to consult with their doctor before using this device.
To protect oneself as well as the other, ensure the following safety precautions are taken :
In order to protect you from burns and radiations, wear clothing without cuffs. These clothes must be insulated, dry, reproof and
in good condition, and cover the whole body.
Wear protective gloves which guarantee electrical and thermal insulation.
Use sufcient welding protective gear for the whole body: hood, gloves, jacket, trousers... (varies depending on the application/
operation). Protect the eyes during cleaning operations. Do not operate whilst wearing contact lenses.
It may be necessary to install reproof welding curtains to protect the area against arc rays, weld spatters and sparks.
Inform the people around the working area to never look at the arc nor the molten metal, and to wear protective clothes.
Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit (the same applies to any person in the
welding area).
Stay away from moving parts (e.g. engine, fan...) with hands, hair, clothes etc...
Never remove the safety covers from the cooling unit when the machine is plugged in - The manufacturer is not responsible for any
accident or injury that happens as a result of not following these safety precautions.
The pieces that have just been welded are hot and may cause burns when manipulated. During maintenance work on the torch
or the electrode holder, you should make sure it’s cold enough and wait at least 10 minutes before any intervention. The cooling
unit must be on when using a water cooled torch in order to ensure that the liquid does not cause any burns. ALWAYS ensure the
working area is left as safe and secure as possible to prevent damage or accidents.
WELDING FUMES AND GAS
The fumes, gases and dust produced during welding are hazardous. It is mandatory to ensure adequate ventilation and/or
extraction to keep fumes and gases away from the work area. An air fed helmet is recommended in cases of insufcient air supply
in the workplace.
Check that the air intake is in compliance with safety standards.
Care must be taken when welding in small areas, and the operator will need supervision from a safe distance. Welding certain pieces of metal
containing lead, cadmium, zinc, mercury or beryllium can be extremely toxic. The user will also need to degrease the workpiece before welding.
Gas cylinders must be stored in an open or ventilated area. The cylinders must be in a vertical position secured to a support or trolley.
Do not weld in areas where grease or paint are stored.

5
CARMIG
EN
FIRE AND EXPLOSION RISKS
Protect the entire welding area. Compressed gas containers and other inammable material must be moved to a minimum safe
distance of 11 meters.
A re extinguisher must be readily available.
Be careful of spatter and sparks, even through cracks. It can be the source of a re or an explosion.
Welding of sealed containers or closed pipes should not be undertaken, and if opened, the operator must remove any inammable or explosive
materials (oil, petrol, gas...).
Grinding operations should not be directed towards the device itself, the power supply or any ammable materials.
GAS BOTTLE
Gas leaking from the cylinder can lead to suffocation if present in high concentrations around the work area.
Transport must be done safely: Cylinders closed and product off. Always keep cylinders in an upright position securely chained
to a xed support or trolley.
Close the bottle after any welding operation. Be wary of temperature changes or exposure to sunlight.
Cylinders should be located away from areas where they may be struck or subjected to physical damage.
Always keep gas bottles at a safe distance from arc welding or cutting operations, and any source of heat, sparks or ames.
Be careful when opening the valve on the gas bottle, it is necessary to remove the tip of the valve and make sure the gas meets your welding
requirements.
ELECTRIC SAFETY
The machine must be connected to an earthed electrical supply. Use the recommended fuse size.
An electrical discharge can directly or indirectly cause serious or deadly accidents .
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, earth cable, cables, electrodes) because they are
connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Do not touch the torch or electrode holder and earth clamp at the same time.
Damaged cables and torches must be changed by a qualied and skilled professional. Make sure that the cable cross section is adequate with the
usage (extensions and welding cables). Always wear dry clothes in good condition, in order to be insulated from the electrical circuit. Wear insulating
shoes, regardless of the environment in which you work in.
EMC CLASSIFICATION
These Class A devices are not intended to be used on a residential site where the electric current is supplied by the public
network, with a low voltage power supply. There may be potential difculties in ensuring electromagnetic compatibility on
these sites, because of the interferences, as well as radio frequencies.
This equipment CARMIG complies with IEC 61000-3-12, provided that the power of the short-circuit Ssc is equal to or greater
than 1.4 MVA at the interface between the machine and the mains power network. It is the responsibility of the installer or
user of the equipment to ensure if necessary by consulting the operator of the mains electricity, that the equipment is only
connected to a power supply where the power of short-circuit ssc is equal to or greater than 1.4 MVA.
This equipment complies with the IEC 61000-3-11 standard.
ELECTROMAGNETIC INTERFERENCES
The electric currents owing through a conductor cause electrical and magnetic elds (EMF). The welding current generates an
EMF eld around the welding circuit and the welding equipment.
The EMF elds may disrupt some medical implants, such as pacemakers. Protection measures should be taken for people wearing medical implants.
For example, access restrictions for passers-by or an individual risk evaluation for the welders.
All welders should take the following precautions in order to minimise exposure to the electromagnetic elds (EMF) generated by the welding circuit::
• position the welding cables together – if possible, attach them;
• keep your head and torso as far as possible from the welding circuit;
• never enroll the cables around your body;
• never position your body between the welding cables. Hold both welding cables on the same side of your body;
• connect the earth clamp as close as possible to the area being welded;
• do not work too close to, do not lean and do not sit on the welding machine
• do not weld when you’re carrying the welding machine or its wire feeder.
People wearing pacemakers are advised to consult their doctor before using this device.
Exposure to electromagnetic elds while welding may have other health effects which are not yet known.

6
CARMIG
EN
RECOMMANDATIONS TO ASSES THE AREA AND WELDING INSTALLATION
Overview
The user is responsible for installing and using the arc welding equipment in accordance with the manufacturer’s instructions. If electromagnetic
disturbances are detected, it is the responsibility of the user of the arc welding equipment to resolve the situation with the manufacturer’s technical
assistance. In some cases, this remedial action may be as simple as earthing the welding circuit. In other cases, it may be necessary to construct an
electromagnetic shield around the welding power source and around the entire piece by tting input lters. In all cases, electromagnetic interferences
must be reduced until they are no longer bothersome.
Welding area assessment
Before installing the machine, the user must evaluate the possible electromagnetic problems that may arise in the area where the installation is
planned.
. In particular, it should consider the following:
a) the presence of other power cables (power supply cables, telephone cables, command cable, etc...)above, below and on the sides of the arc
welding machine.
b) television transmitters and receivers ;
c) computers and other hardware;
d) critical safety equipment such as industrial machine protections;
e) the health and safety of the people in the area such as people with pacemakers or hearing aids;
f) calibration and measuring equipment
g)The isolation of the equipment from other machinery.
The user will have to make sure that the devices and equipments that are in the same room are compatible with each other. This may require extra
precautions;
h) make sure of the exact hour when the welding and/or other operations will take place.
The surface of the area to be considered around the device depends on the the building’s structure and other activities that take place there. The area
taken in consideration can be larger than the limits determined by the companies.
Welding area assessment
Besides the welding area, the assessment of the arc welding systems intallation itself can be used to identify and resolve cases of disturbances. The
assessment of emissions must include in situ measurements as specied in Article 10 of CISPR 11: 2009. In situ measurements can also be used to
conrm the effectiveness of mitigation measures.
RECOMMENDATION ON METHODS OF ELECTROMAGNETIC EMISSIONS REDUCTION
a. National power grid : The arc welding machine must be connected to the national power grid in accordance with the manufacturer’s
recommendation. If interferences occur, it may be necessary to take additional preventive measures such as the ltering of the power suplly network.
Consideration should be given to shielding the power supply cable in a metal conduit. It is necessary to ensure the shielding’s electrical continuity
along the cable’s entire length. The shielding should be connected to the welding current’s source to ensure good electrical contact between the
conduct and the casing of the welding current source..
b. Maintenance of the arc welding equipment : The arc welding machine should be be submitted to a routine maintenance check according to
the manufacturer’s recommendations. All accesses, service doors and covers should be closed and properly locked when the arc welding equipment
is on.. The arc welding equipment must not be modied in any way, except for the changes and settings outlined in the manufacturer’s instructions.
The spark gap of the arc start and arc stabilization devices must be adjusted and maintained according to the manufacturer’s recommendations.
c. Welding cables : Cables must be as short as possible, close to each other and close to the ground, if not on the ground.
d. Electrical bonding : consideration shoud be given to bonding all metal objects in the surrounding area. However, metal objects connected to
the workpiece increase the riskof electric shock if the operator touches both these metal elements and the electrode. It is necessary to insulate the
operator from such metal objects.
e. Earthing of the welded part : When the part is not earthed - due to electrical safety reasons or because of its size and its location (which is the
case with ship hulls or metallic building structures), the earthing of the part can, in some cases but not systematically, reduce emissions It is preferable
to avoid the earthing of parts that could increase the risk of injury to the users or damage other electrical equipment. If necessary, it is appropriate
that the earthing of the part is done directly, but in some countries that do not allow such a direct connection, it is appropriate that the connection is
made with a capacitor selected according to national regulations.
f. Protection and plating : The selective protection and plating of other cables and devices in the area can reduce perturbation issues. The
protection of the entire welding area can be considered for specic situations.
TRANSPORT AND TRANSIT OF THE WELDING MACHINE
Do not use the cables or torch to move the machine. The welding equipment must be moved in an upright position.
Do not place/carry the unit over people or objects.
Never lift the machine while there is a gas cylinder on the support shelf. A clear path is available when moving the item.
The removal of the wire reel from the machine is recommended before undertaking any lifting operation.
Stray welding currents/voltages may destroy earth conductors, damage electrical equipment or cause components to warm up which may cause
a re.
• All welding connections must be rmly secured, check regularly !
• Check that the metal piece xation is strong and without any electrical problems !
• Attach or hang all the electrically conductive elements, such as the trolley and slinging equipment, in order to insulate them
• Do not place any electrical equipment, such as drills or grinders, on top of the welding machine without insulating them !
• Always place welding torches or electrodes holders on an insulated surface when they’re not in use !

7
CARMIG
EN
EQUIPMENT INSTALLATION
• Put the machine on the oor (maximum incline of 10°.)
• Ensure the work area has sufcient ventillation for welding, and that there is easy access to the control panel.
• The machine must be placed in a sheltered area away from rain or direct sunlight.
• The machine must not be used in an area with conductive metal dusts.
• The machine protection level is IP21, which means :
- Protection against acess to dangerous parts from solid bodies of a ≥12.5mm diameter and,
- Protection against vertically falling drops.
• The power cables, extensions and welding cables must be fully uncoiled to prevent overheating.
The manufacturer does not incur any responsability regarding damages to both objects and persons that result from an incorrect
and/or dangerous use of the machine .
MAINTENANCE / RECOMMENDATIONS
• Maintenance should only be carried out by a qualied person. Annual maintenance is recommended.
• Ensure the machine is unplugged from the mains, and wait for two minutes before carrying out maintenance work. DANGER
High Voltage and Currents inside the machine.
• Remove the casing 2 or 3 times a year to remove any excess dust. Take this opportunity to have the electrical connections checked by a qualied
person, with an insulated tool.
• Regularly check the condition of the power supply cable. If the power cable is damaged, it must be replaced by the manufacturer, its after sales
service or an equally qualied person.
• Ensure the ventilation holes of the device are not blocked to allow adequate air circulation.
• Do not use this equipment to thaw pipes, to charge batteries, or to start any engine.
RISK OF INJURY DUE TO MOVING PARTS!
The wire feeders contain moving parts that may catch hand, hair, clothes or tools which can lead to injuries! Take extra care.
• Do not place your hand on mobile/pivoting/wire feeding parts of the machine!
• Make sure that all panels remain closed when in use !
• Do not wear gloves when feeding the wire through or changing reel.
Minimum and maximum ller metal diameter : Ø 0,6 – Ø 1,0 mm
Maximum gas pressure : 0,5 MPa (5 bars).
INSTALLATION – PRODUCT OPERATION
PRESENTATION
The CARMIG is a traditional machine for welding semi-automatic MIG/MAG (DC current). This machine can weld all
types of wire : Steel, Stainless Steel and Aluminium.
ELECTRICITY SUPPLY
The welders are tted with a 16 A socket type EN 60309-1 which must be connected to a three-phase 400V (50 - 60
Hz) power supply tted with four wires and one earthed neutral.
The absorbed effective current (I1eff) is displayed on the machine, for optimal use. Check that the power supply and
its protection (fuse and/or circuit breaker) are compatible with the current needed by the machine. In some countries,
it may be necessary to change the plug to allow the use at maximum settings.
The Carmig has to be plugged on a 400 V (50Hz) power socket WITH earth and protected by a circuit breaker 10A and
a differential 30mA. This device should only be used with a three-phase power supply system with four wires and an
earthed neutral one.
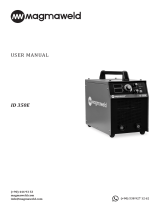
DEVICE PRESENTATION (FIGURE II, PAGE 2)
1- On / Off switch
2- Power Settings - 1 switches with 7 positions: for ad-
justment of the welding voltage output. The adjustment
of the output voltage is proportional to the thickness of
the work piece.
3- Control panel and table for SMART feature
4- European standard torch connection.
5- Thermal Protection light: Indicates when a cool-down
period is necessary following intensive use.
6- Torch support.
7- Power Cable (3m).
8- Earth cable connector
9- Gas bottle support (max 1 bottle of 10m3).
10- Fastening chain for bottles. Warning: fasten the
chain securely (see V-1)
11- Reel support Ø 200 mm/ 300mm.
12- Drive Reel
13- Gas connector
14- Torch Cable support

8
CARMIG
EN
SEMI-AUTOMATIC WELDING FOR STEEL / STAINLESS STEEL (MAG MODE)
These machines can weld Steel and Stainless Steel wires of 0.6/0.8 or 1.0mm (g III - A)
The machine is delivered equipped to operate with Ø0.8mm Steel/Stainless steel wire: contact tip, roller throat and
sleeve of the torch are suitable for this application.
Should you wish to use 0.6mm wire, you will need to change the contact tip. The wire reel is reversible (0.6 / 0.8 mm)
and will need to be inserted into the machine so that the gure 0.6 is visible. For welding with Ø 1.0 mm wire, you will
need to use a specic roller and contact tip.
For welding with Steel or Stainless Steel we recommend to use Argon + CO2 (Ar+CO2). The proportion of CO2 required
will vary depending on the use. For specic gas requirements, please contact your gas distributor. The gas ow in steel
is between 12 and 18 Litres/minute depending on the environment and experience of the welder.
SEMI-AUTOMATIC WELDING FOR ALUMINIUM (MIG MODE)
This device can also weld Ø0.8 mm aluminium wire (g III-B)
Welding on aluminium needs a specic gas: Argon (Ar). When welding aluminium, the gas ow-rate should be tuned
between 15 and 25l/min according to the environment and the welder experience.
Here are the differences between use with steel and use with aluminium :
- Rollers: use specic rollers for aluminium welding.
- Pressure of motor pressure rolls on the wire: put a minimum of pressure in order not to squash the wire.
- Use the capillary tube (designed to guide the wire between the drive rolls and the euro connector) only when welding
in MIG/MAG.
- Torch: use a special aluminium torch which is equipped with a Teon (not included) sheathing in order to reduce fric-
tion. DO NOT cut the sheathing close to the joint! The sheathing is needed to guide the wire from the rolls.
- Contact tube: use a Ø0.8 mm special aluminium contact tube (ref.: 041509 – not included).
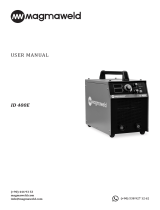
PROCESS OF REELS AND TORCHES ASSEMBLY (FIGURE V, PAGE 3)
• Remove the Nozzle from the torch by turning clockwise and then remove the contact tip, leaving the support and the
spring on the torch.
This product takes Ø 200/300 mm wire reel (compatible coil with plastic carcass and ecological wire carcass)
Open the door of the machine.
• Place the reel on the driving pin (3) of the reel support. To install a 200mm wire reel, t an adaptor on the support
(ref. 042889).
- Adjust the reel brake (4) to avoid the reel inertia tangling the wire when welding stops. Do not overtighten! Tighten
the xing screw (2).
• The electrical rollers (7) are double groove rollers (Ø 0,8/ Ø 1 or Ø 1/ Ø 1,2). The indication on the visible side of the
roller is the diameter in use. For a Ø1 mm wire, use the Ø1 groove.
• For the rst use :
- Release the xing screw which guides the wire
- Fit the rollers, then tighten the screw retainer (8).
- Put the wire guide in place (6) as close as possible to the roller without contact, then tighten the xing screw.
• To set the adjusting knob of the drive rollers (5), proceed as follows: Loosen the knob fully, start the motor by pres-
sing the torch trigger, tighten the adjustment knob whilst pressing the trigger. Bend the wire where it comes out of the
nozzle. Put a nger on the bended wire to avoid any movement. The setting is correct when the guide roller slides over
the wire even when it is blocked at the end of the torch.
• Adjustment of the tension on the wire (5): on the scale 3-4 for steel and 2-3 for aluminium.
GAS COUPLING
Connect a pressure regulator to the gas bottle. Connect the welding machine using the pipes, and place the two clamps
to avoid leakages.
Set the gas ow by adjusting the dial located on the pressure regulator.
NB : to help facilitate the adjustment of the gas ow, operate the drive rollers by pressing the trigger of the torch
(ensure that the drive roller is completely loose so the wire is not fed through).

9
CARMIG
EN
CHOICE OF REELS
The CARMIG machines can accommodate reels of 200 or 300 mm diameter.
Below are the different combinations possible:
Reel type Torch Gaz
Steel
Ø 300
Steel torch included
Argon
+ CO2 or Pure CO2
Ø 200
INOX Ø 200
CuSi3 Ø 200
Pure argon
CuAl8 Ø 200
Alu AlMg5*
Ø 300
Alu torch not included
Ø 200
* We recommend a Teon sheath (ref. 041578) and special Aluminium contact tip (Ø 0.8 ref. 041059 – Ø 1.0 ref. 041066)
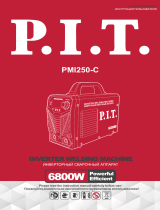
CONTROL PANEL (FIG IV)
1- Voltage selection button min/max.
2- Wire speed regulator.
3- « SMART » settings table MIG/MAG.
4- Thermal Protection light.
DIRECTIONS OF USE
CARMIG feature allows you to adjust the voltage and the wire speed.
Use the SMART table to nd the correct settings based on the type of wire, and the thickness of the metal work piece.
Then based on the recommendation indicated, simply select:
• The voltage (rotating witch with 7 positions)
• Wire speed - adjust the regulator (2) to the colour zone indicated.
Examples:
To weld 0.8 mm thick steel, using 0.8 mm diameter steel wire:
• Move the rotating switch (1) to the position 1.
• Move the regulator (2) to the zone of lightest blue colour and adjust “by sound” if required.
ADVICE AND THERMAL PROTECTION
• Respect the normal rules of welding
• Leave the machine plugged in after welding to allow it to cool
• Thermal Protection : The LED will illuminate. Cooling will take between 10 and 15 minutes depending on the ambient
temperature.
MAINTENANCE
• Maintenance should only be carried out by a qualied person.
• Switch the machine off, ensure it is unplugged, and that the ventilator inside has stopped before carrying out mainte-
nance work. (DANGER High Voltage and Currents).
• GYS France recommends removing the steel cover 2 or 3 times a year to remove any excess dust. Take this opportunity
to have the electrical connections checked by a qualied person with an insulated tool.
• Regularly check the condition of the power supply cord. If damaged, it will need to be replaced by the manufacturer,
its’ after sales service or a qualied person.
• Ensure the ventilation holes of the device are not blocked to allow adequate air circulation.
OUR ADVICE
• Ensure the ventilation holes of the device are not blocked to allow adequate air circulation.
• Change the contact tip and the nozzle of the torch on a regular basis.
• Ensure the torch and sheath are free from aluminium and steel dust.
• Avoid MIG/MAG welding in draftee areas.

10
CARMIG
EN
SYMPTOMS, REASONS, SOLUTIONS
SYMPTOMS POSSIBLE REASONS SOLUTIONS
The welding wire speed is not
constant.
Cracklings blocking up the ope-
ning.
Clean out the contact batch or change it and replace the
anti-adherence product.
The wire skids in the rollers. - Control the roller pressure or replace it.
- Wire diameter non-consistent with roller
- Covering wire guide in the torch not consistent with wire.
The unwinding motor doesn’t
operate.
Reel or roller brake too tight. Release the brake and rollers.
Electrical supply problem. Check that the running button is on the position on.
Bad wire unwinding.
Covering wire guide dirty or
damaged.
Clean or replace
Reel brake too tight Release the brake
No welding current
Bad connection to the mains
supply.
Check the branch connection and ensure it is fed by 3
phases.
Bad earth connection. Control the earth cable (connection and clamp condition).
Power contactor inoperative. Control the torch trigger.
The WIRE rubs down after the
rollers.
Covering WIRE guide crushed. Check the covering and torch body.
Locking of the wire in the torch Clean or replace.
No capillary tube. Check the presence of capillary tube.
Wire speed too fast Reduce the wire speed
The welding cord is porous.
The gas ow is not sufcient. Adjusting range 15 to 20 L / min.
Clean the working metal.
Gas bottle empty. Replace it.
Gas quality non-satisfying. Replace it.
Air ow or wind inuence. Avert air blast, protect welding area.
Gas nozzle too full. Clean or replace the gas nozzle.
Bad wire quality. Use adapted WIRE for MIG-MAG welding.
Surface to weld in bad condition.
(rust, etc…)
Clean the working parts before welding.
Very signicant ashing parti-
cules.
Arc voltage too low or too high. See welding settings.
Bad earth connection. Check and place the earth cable to have a better connec-
tion.
Protecting gas insufcient. Adjust the gas ow.
No gas at the torch output.
Bad gas connection. See if the gas coupling beside the engine is well connec-
ted.
WARRANTY
The warranty covers faulty workmanship for 1 year from the date of purchase (parts and labour).
The warranty does not cover:
• Transit damage.
• Normal wear of parts (eg. : cables, clamps, etc..).
• Damages due to misuse (power supply error, dropping of equipment, disassembling).
• Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with:
- The proof of purchase (receipt etc ...)
- A description of the fault reported

11
CARMIG
RU
ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ УКАЗАНИЯ
Эти указания должны быть прочтены и поняты до начала сварочных работ.
Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции
использованием аппарата.
В случае проблемы или сомнений, обратитесь к квалифицированному специалисту для правильного использования установки.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или
инструкции. Необходимо соблюдать директивы по мерам безопасности. В случае неадекватного или опасного использования производитель
не несет ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия
должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурные пределы:
Использование: от -10 до +40°C (от +14 до +104°F).
Хранение: от -20 до +55°C (от -4 до 131°F).
Влажность воздуха:
50% или ниже при 40°C (104°F).
90% или ниже при 20°C (68°F).
Высота над уровнем моря:
До 1000м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖАЮЩИХ
Дуговая сварка может быть опасной и вызвать тяжелые и даже смертельные ранения.
Сварочные работы подвергают пользователя воздействию опасного источника тепла, светового излучения дуги, электромагнитных полей
(особое внимание лицам, имеющим электрокардиостимулятор), сильному шуму, выделениям газа, а также могут стать причиной поражения
электрическим током. Что бы правильно защитить себя и защитить окружающих, соблюдайте следующие правила безопасности:
Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в
хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает полностью все тело.
Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.
Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от
использования). Защитите глаза при операциях очистки. Ношение контактных линз воспрещается.
В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону сварки от лучей, брызг и
накаленного шлака.
Предупредите окружающих не смотреть на дугу и обрабатываемые детали и надевать защитную рабочую одежду.
Носите наушники против шума, если сварочный процесс достигает звукового уровня выше дозволенного (это же относится
ко всем лицам, находящимся в зоне сварки).
Держите руки, волосы, одежду подальше от подвижных частей (двигатель, вентилятор…).
Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет
ответственности в случае несчастного случая.
Только что сваренные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания горелки или
электрододержателя убедитесь, что они достаточно охладились и подождите как минимум 10 минут перед началом работ.
При использовании горелки с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься
жидкостью. Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество.
СВАРОЧНЫЕ ДЫМ И ГАЗ
Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может
потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-
респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
Будьте внимательны: сварка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, сварка некоторых
металлов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Следует очистить от жира детали
перед сваркой.
Газовые баллоны должны быть складированы в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном
положении и закреплены на стойке или тележке.
Ни в коем случае не варить вблизи жира или краски.

12
CARMIG
RU
РИСК ПОЖАРА И ВЗРЫВА
Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров.
Противопожарное оборудование должно находиться вблизи проведения сварочных работ.
Осторожно с брызгами горячего материала или искр, даже через щели. Они могут повлечь за собой пожар или взрыв.
Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние.
Ни в коем случае не варите в контейнерах или закрытых трубах. В случае, если они открыты, то перед сваркой их нужно освободить от всех
взрывчатых или возгораемых веществ (масло, топливо, остаточные газы …).
Шлифовальные работы не должны быть направлены в сторону источника или в сторону возгораемых материалов.
ГАЗОВЫЕ БАЛЛОНЫ
Газом, выходящим из газовых баллонов, можно задохнуться в случае его концентрации в помещении сварки (хорошо
проветривайте). Транспортировка должна быть безопасной : при закрытых газовых баллонов и выключенном источнике.
Баллоны должны быть в вертикальном положении и закреплены на подставке, чтобы ограничить риск падения.
Закрывайте баллон в перерыве между двумя использованиями. Будьте внимательны к изменению температуры и пребыванию на солнце.
Баллон не должен соприкасаться с пламенем, электрической дугой, горелкой, зажимом массы или с любым другим источником тепла или
свечения.
Держите его подальше от электрических и сварочных цепей и, следовательно, никогда не варите баллон под давлением.
Будьте внимательны: при открытии вентиля баллона уберите голову от вентиля и убедитесь, что используемый газ соответствует методу сварки.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ
Используемая электрическая сеть должна обязательно быть заземленной. Соблюдайте калибр предохранителя указанный
на аппарате.
Электрический разряд может вызвать прямые или косвенные ранения, и даже смерть.
Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника, когда он под напряжением (горелки, зажимы,
кабели, электроды), т.к. они подключены к сварочной цепи.
Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты для того, чтобы все конденсаторы разрядились.
Никогда не дотрагивайтесь одновременно до горелки или электрододержателя и до зажима массы.
Если кабели, горелки повреждены, попросите квалифицированных и уполномоченных специалистов их заменить. Размеры сечения
кабелей должны соответствовать применению. Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи. Носите
изолирующую обувь независимо от той среды, где вы работаете.
КЛАССИФИКАЦИЯ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ
Это оборудование класса A не подходит для использования в жилых кварталах, где электрический ток подается
общественной системой питания низкого напряжения. В таких кварталах могут возникнуть трудности обеспечения
электромагнитную совместимость из-за кондуктивных и индуктивных помех на радиочастоте.
Это оборудование CARMIG соответствует норме CEI 61000-3-12 при условии, что мощность короткого замыкания Ssс
больше или равна 1.4 МВА в месте стыковки между питанием пользователя и сетью электроснабжения. Установивший
аппарат специалист или пользователь должны убедиться, обратившись при надобности к организации, отвечающей
за эксплуатацию системы питания, в том, что аппарат подсоединен именно к такой системе питания, что мощность
короткого замыкания Ssс больше или равна 1.4 MВA.
Этот аппарат соответствует норме CEI 61000-3-11.
МАГНИТНЫЕ ПОЛЯ
Электрический ток, проходящий через любой проводник, вызывает локализованные электромагнитные поля (EMF).
Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры
безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например, ограничение доступа для прохожих или
оценка индивидуального риска для сварщика.
Чтобы свести к минимуму воздействие электромагнитных полей сварочных цепей, сварщики должны следовать следующим указаниям:
• сварочные кабели должны находиться вместе; если возможно соедините их хомутом;
• ваше туловище и голова должны находиться как можно дальше от сварочной цепи;
• не обматывайте сварочные кабели вокруг вашего тела;
• ваше тело не должно быть расположено между сварочными кабелями. Оба сварочных кабеля должны быть расположены по одну сторону
от вашего тела;
• закрепите кабель заземления на свариваемой детали как можно ближе с зоне сварки;
• не работаете рядом, не сидите и не облокачивайтесь на источник сварочного тока;
• не варите, когда вы переносите источник сварочного тока или устройство подачи проволоки.

13
CARMIG
RU
Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным
оборудованием. Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные
науке, последствия для здоровья.
РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ ЗОНЫ СВАРКИ И СВАРОЧНОЙ УСТАНОВКИ
Общие положения
Пользователь отвечает за установку и использование установки ручной дуговой сварки, следуя указаниям производителя. При обнаружении
электромагнитных излучений пользователь аппарата ручной дуговой сварки должен разрешить проблему с помощью технической поддержки
производителя. В некоторых случаях это корректирующее действие может быть достаточно простым, например заземление сварочной цепи.
В других случаях возможно потребуется создание электромагнитного экрана вокруг источника сварочного тока и всей свариваемой детали
путем монтирования входных фильтров. В любом случае электромагнитные излучения должны быть уменьшены так, чтобы они больше не
создавали помех.
Оценка зоны сварки
Перед установкой оборудования дуговой сварки пользователь должен оценить возможные электромагнитные проблемы, которые могу
возникнуть в окружающей среде. Следующие моменты должны быть приняты во внимание:
а) наличие над, под или рядом с оборудованием для дуговой сварки, других кабелей питания, управления, сигнализации и телефона;
b) приемники и передатчики радио и телевидения;
c) компьютеров и других устройств управления;
d) оборудование для безопасности, например, защита промышленного оборудования;
e) здоровье находящихся по-близости людей, например, использующих кардиостимуляторы и устройства от глухоты;
f) инструмент, используемый для калибровки или измерения;
g) помехоустойчивость другого оборудования, находящегося поблизости.
Пользователь должен убедиться в том, что все аппараты в помещении совместимы друг с другом. Это может потребовать соблюдения
дополнительных мер защиты:
h) определенное время дня, когда сварка или другие работы можно будет выполнить.
Размеры окружающей среды, которые надо учитывать, зависят от конструкции здания и других работ, которые в нем проводятся.
Рассматриваемая зона может простираться за пределы размещения установки.
Оценка сварочной установки
Помимо оценки зоны, оценка аппаратов ручной дуговой сварки может помочь определить и решить случаи электромагнитных помех. Оценка
излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11:2009. Измерения в условиях
эксплуатации могут также позволить подтвердить эффективность мер по смягчению воздействия.
РЕКОМЕНДАЦИИ ПО МЕТОДИКЕ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
a. Общественная система питания : аппарат ручной дуговой сварки нужно подключить к общественной сети питания, следуя рекомендациям
производителя. В случае возникновения помех возможно будет необходимо принять дополнительные предупредительные меры, такие как
фильтрация общественной системы питания. Возможно защитить шнур питания аппарата с помощью экранизирующей оплётки, либо похожим
приспособлением (в случае если аппарат ручной дуговой сварки постоянно находится на определенном рабочем месте). Необходимо обеспечить
электрическую непрерывность экранизирующей оплётки по всей длине. Необходимо подсоединить экранизирующую оплётку к источнику
сварочного тока для обеспечения хорошего электрического контакта между шнуром и корпусом источника сварочного тока.
b. Техобслуживание аппарата ручной дуговой сварки : аппарат ручной дуговой сварки нужно необходимо периодически обслуживать
согласно рекомендациям производителя. Необходимо, чтобы все доступы, люки и откидывающиеся части корпуса были закрыты и правильно
закреплены, когда аппарат ручной дуговой сварки готов к работе или находится в рабочем состоянии. Необходимо, чтобы аппарат ручной
дуговой сварки не был переделан каким бы то ни было образом, за исключением настроек, указанных в руководстве производителя. В
частности, следует отрегулировать и обслуживать искровой промежуток дуги устройств поджига и стабилизации дуги в соответствии с
рекомендациями производителя.
c. Сварочные кабели : кабели должны быть как можно короче и помещены друг рядом с другом вблизи от пола или на полу.
d. Эквипотенциальные соединения : необходимо обеспечить соединение всех металлических предметов окружающей зоны. Тем не
менее, металлические предметы, соединенные со свариваемой деталью, увеличивают риск для пользователя удара электрическим током,
если он одновременно коснется этих металлических предметов и электрода. Оператор должен быть изолирован он таких металлических
предметов.
e. Заземление свариваемой детали : В случае, если свариваемая деталь не заземлена по соображениям электрической безопасности
или в силу своих размеров и своего расположения, как, например, в случае корпуса судна или металлоконструкции промышленного объекта,
то соединение детали с землей, может в некоторых случаях, но не систематически, сократить выбросы. Необходимо избегать заземление
деталей, которые могли бы увеличить для пользователей риски ранений или же повредить другие электроустановки. При надобности,
следует напрямую подсоединить деталь к земле, но в некоторых странах, которые не разрешают прямое подсоединение, его нужно сделать
с помощью подходящего конденсатора, выбранного в зависимости от национального законодательства.
f. Защита и экранизирующая оплётка : выборочная защита и экранизирующая оплётка других кабелей и оборудования, находящихся в
близлежащем рабочем участке, поможет ограничить проблемы, связанные с помехами. Защита всей сварочной зоны может рассматриваться
в некоторых особых случаях.
ТРАНСПОРТИРОВКА И ТРАНЗИТ ИСТОЧНИКА СВАРОЧНОГО ТОКА
Не пользуйтесь кабелями или горелкой для переноса источника сварочного тока. Его можно переносить только в
вертикальном положении. Не переносить источник тока над людьми или предметами.

14
CARMIG
RU
Никогда не поднимайте газовый баллон и источник тока одновременно. Их транспортные нормы различаются.
Желательно снять бобину проволоки перед тем, как поднимать или переносить источник сварочного тока.
Блуждающие сварочные токи могут разрушить заземляющие провода, повредить оборудование и электрические приборы
и вызвать нагревание комплектующих, что может привести к пожару.
• Все сварочные соединения должны крепко держаться. Проверяйте их регулярно!
• Убедитесь в том, что крепление детали прочное и без проблем электрики!
• Соедините вместе или подвесьте все элементы сварочного источника, проводящие электричество, такие, как шасси, тележка и
подъемные элементы, чтобы изолировать их!
• Не кладите на сварочный источник, на тележку или на подъемные элементы такие приборы, как дрели, точильные машинки и т.д., если
они не изолированы!
• Всегда кладите сварочные горелки или электрододержатели на изолированную поверхность, когда вы их не используете!
УСТАНОВКА АППАРАТА
• Поставьте источник сварочного тока на пол, максимальный наклон которого 10°.
• Предусмотрите достаточно большое пространство для хорошего проветривания источника сварочного тока и доступа к управлению.
• Не использовать в среде содержащей металлическую пыль-проводник.
• Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце.
• Оборудование имеет защиту IP21, что означает:
- Защиту от попадания в опасные зоны твердых тел диаметром >12,5мм и,
- Защиту от вертикальных капель воды.
• Шнур питания, удлинитель и сварочный кабель должны полностью размотаны во избежание перегрева.
Производитель не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного
и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / СОВЕТЫ
• Техническое обслуживание должно производиться только квалифицированным специалистом. Советуется проводить
ежегодное техобслуживание.
• Отключите питание, выдернув вилку из розетки, и дождитесь остановки вентилятора перед тем, как приступить к
техобслуживанию. Внутри аппарата высокие и опасные напряжение и ток.
• Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять все электрические соединения с
помощью изолированного инструмента. Проверка должна осуществляться квалифицированным специалистом.
• Регулярно проверяйте состояние провода питания. Если шнур питания поврежден, он должен быть заменен производителем, его сервисной
службой или квалифицированным специалистом во избежание опасности.
• Оставляйте отверстия источника сварочного тока свободными для прохождения воздуха.
РИСК ОЖОГОВ, СВЯЗАННЫЙ С ПОДВИЖНЫМИ ЭЛЕМЕНТАМИ!
Подающие устройства имеют подвижные элементы, в которые могут попасть руки, волосы, одежда или инструменты и
таким образом привести к ранениям!
• Не приближайте руки к подвижным или поворачивающимся элементам, а также к деталям привода!
• Проследите за тем, чтобы все крышки корпуса или защитные крышки были закрыты во время работы!
• Не носите перчаток, когда вы протягиваете проволоку или заменяете катушку.
Максимальный и минимальный диаметр присадочной проволоки: Ø 0,6 – Ø 1,0 mm
Максимальное давление газа: 0,5 MПа (5 бар).
УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ
ОПИСАНИЕ
CARMIG это трансформаторный аппарат для сварки MIG/MAG в полуавтоматическом режиме (ток DC). Этот
аппарат позволяет варить все типы проволоки: сталь, нержавеющую сталь и алюминий.
ПИТАНИЕ
Данное оборудование поставляется с вилкой 16 A типа EN 60309-1 и должно быть подключено к трехфазной
электрической установке 400В (50-60 Гц) с четырьмя проводами и с заземленным нулевым проводом.
Эффективное значение потребляемого тока (I1eff) для использования в максимальных условиях указано на
аппарате. Проверьте что питание и его защиты (плавкий предохранитель и/или прерыватель) совместимы с
током, необходимым для работы аппарата. В некоторых странах возможно понадобится поменять вилку для
использования при максимальных условиях.
Аппарат CARMIG обязательно должен быть подключен к трехфазной розетке 400В (50 Гц) С ЗАЗЕМЛЕНИЕМ,
защищенной прерывателем 10А и дифференциалом 30мA.

15
CARMIG
RU
ОПИСАНИЕ АППАРАТА (FIGURE II, СТР. 2)
1- Выключатель ВКЛ/ВЫКЛ
2- Регулировка мощности - два 7-позиционных
переключателя: что позволяет откорректировать
сварочное напряжение на выходе источника.
Настройка напряжения на выходе пропорциональна
толщине свариваемой детали.
3 - Панель управления - Настройка сварочных
параметров (ручной или автоматический режимы)
«SMART»
4 - Стандартный евро разъем для горелки
5 - Индикатор тепловой защиты: показывает,
когда аппарат должен остыть после интенсивного
использования.
6 - Держатель горелки
7 - Шнур питания
8- Подключение кабеля массы
9- Поддон для газового баллона (макс. 1 баллон
10м3).
10 - Удерживающая цепь для газового баллона.
Внимание: правильно закрепите баллон цепью
безопасности - (см. V-1)
11- Держатель бобины Ø 200 мм/ 300 мм.
12- Моторизированный подающий механизм
13- Коннектор подачи газа
14- Держатель кабеля горелки
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТАЛИ / НЕРЖАВЕЙКИ (РЕЖИМ MAG)
Эти аппараты могут варить стальную проволоку и нержавейку 0,6/0,8 или 1 (g III - A).
Аппарат изначально укомплектован, чтобы варить проволокой из стали или нержавейки Ø 0,8 мм. Контактная
трубка, желоб ролика и шланг горелки предназначены для этого применения.
При использовании проволоки диаметром 0,6 мм следует поменять контактную трубку. Ролик подающего
устройства двухсторонний 0,6 / 0,8. В этом случае, его нужно установить таким образом, чтобы было видно 0,6.
Чтобы варить проволоку Ø 1,0, необходимо использовать подходящие ролик и контактную трубку.
Использование аппарата для сварки стали или нержавейки требует специфический газ Аргон + CO². Пропорция
CO² зависит от использования. Для выбора газа спросите совета специалиста по продаже газа. Расход газа при
сварке стали от 12 до 18 л/мин в зависимости от окружающей среды и опыта сварщика.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА АЛЮМИНИЯ (РЕЖИМ MIG)
Аппарат может быть укомплектован для сварки алюминиевой проволокой Ø 0,8 (g III - B)
Использование аппарата для сварки алюминия требует специфический сварочный газ чистый Аргон (Ar). Расход
газа при сварке алюминия от 15 до 25 л/мин в зависимости от окружающей среды и опыта сварщика.
Ниже приведены различия между использованием аппарата для сварки стали и для сварки алюминия :
- Ролики: для алюминия используйте специальные ролики.
- Отрегулируйте давление нажимных роликов подающего механизма на минимум, чтобы не раздавить проволоку.
- Используйте капиллярную трубку (предназначенную для направления проволоки между роликами и евро-
коннектором) только для сварки стали/нержавейки.
- Подготовка горелки для алюминия требует особого внимания. Она оснащена тефлоновым шлангом (не входит
в комплект), чтобы ограничить трения. Не обрезать шланг по краю стыка. Он используется для направления
проволоки от роликов (см. рисунок ниже).
- Контактная трубка: используйте СПЕЦИАЛЬНУЮ контактную трубку для алюминия Ø 0,8 (арт: 041059 - не
входит в комплект)
АЛГОРИТМ УСТАНОВКИ БОБИН И ГОРЕЛОК (FIG V СТР 3)
Этот аппарат принимает бобины Ø 200/300 мм (совместимый с пластмассовым каркасом и проводной экологической
каркас).
• Откройте люк аппарата.
• Установите бобину с помощью ведущего пальца (3) держателя бобины. Для установки бобины 200мм,
предварительно поместите адаптер на держатель (арт. 042889).
• Отрегулируйте тормоз бобины (4) так, чтобы при остановке сварки бобина по инерции не запутала проволоку.
Не зажимайте слишком сильно ! Затем хорошо затяните удерживающий винт (2).
• Ведущие ролики (7) - двухжелобчатые (Ø 0,8/ Ø 1 ou Ø 1/ Ø 1,2). Видимый на ролике диаметр - тот, который
используется. Для проволоки Ø 1мм, нужно использовать желоб Ø 1. • При первом запуске аппарата :
- ослабьте крепежные винты нитевода
- установите ролики и хорошо затяните их удерживающие винты (8).
- затем установите нитевод (6) как можно ближе к ролику, но не впритык, затем завинтите зажимный винт.
• Для регулировки колесика нажимных роликов (5) действуйте следующим образом : максимально развинтите
колесико, включите мотор нажатием на курок горелки, завинтите колесико, продолжая нажимать на курок.
Загните проволоку при выходе из сопла. Придавите пальцем загнутый конец, чтобы придержать ее. Колесико
достаточно затянуто, когда ролики прокручиваются по проволоке, даже если проволока блокирована при выходе
их горелки.
• Часто используемая регулировка: колесико роликов (5) в положении 3-4 для стали и 2-3 для алюминия.

16
CARMIG
RU
ПОДКЛЮЧЕНИЕ ГАЗА
Привинтите подходящий сварочный редуктор к газовому баллону. Соедините его со сварочным аппаратом с
помощью шланга (поставляется в комплекте). Установите 2 затяжных хомута, чтобы не было утечек.
Отрегулируйте расход газа с помощью колесика на редукторе.
NB : для упрощения регулировки расхода газа приведите в действие ведущие ролики нажатием на кнопку
горелки (ослабьте колесико моторизированного подающего механизма, чтобы проволока не подавалась).
ВЫБОР БОБИН
Аппарат CARMIG принимает бобины ø 200 или 300 мм.
Ниже приводим различные возможные комбинации:
Тип бобины Горелки Газ
Сталь
Ø 300
Горелки Сталь включены
Argon
+ CO2 или чистый CO2
Ø 200
НЕРЖАВЕЙКА Ø 200
CuSi3 Ø 200
Чистый Аргон
CuAl8 Ø 200
Alu AlMg5
Ø 300
Горелки alu не входит в комплект
Ø 200
* Подготовьте тефлоновый шланг (арт.041578) и специальную контактную трубку для алюминия (Ø 0,8 арт.041059
- Ø 1,0 арт.041066)
ПАНЕЛЬ УПРАВЛЕНИЯ (FIG IV)
1- Кнопка выбора напряжения min/max
2- Потенциометр настройки скорости проволоки
3- Таблица «SMART» настройки МИГ/МАГ
4- Индикатор термозащиты
ИСПОЛЬЗОВАНИЕ
CARMIG упрощает настройку скорости проволоки и напряжения.
С помощью таблице SMART подберите правильные настройки в зависимости от толщины свариваемого металла
и типу используемой проволоки.
Затем, в зависимости от рекомендаций, остается выбрать только:
• Напряжение (7-позиционный переключатель)
• Скорость подачи с помощью потенциометра (2) внутри зоны указанного цвета и откорректировать при
необходимости.
Например :
Чтобы сварить лист толщиной 0,8мм стальной проволокой диаметром 0,8:
• Поставьте кнопку (1) в положение « 1 »
• Поставьте потенциометр (2) на зону самого светлого цвета и при надобности отрегулируйте « на слух ».
СОВЕТЫ И ТЕРМОЗАЩИТА
• Соблюдайте общепринятые правила сварки.
• После сварки оставляйте аппарат подключенным для охлаждения.
• Термозащита: индикатор загорается. Охлаждение происходит за 10-15 минут в зависимости от температуры
окружающей среды.
ОБСЛУЖИВАНИЕ
• Техническое обслуживание должно производиться только квалифицированным специалистом.
• Отключите питание, выдернув вилку из розетки, и дождитесь остановки вентилятора перед тем, как приступить
к техобслуживанию. (ОПАСНОСТЬ: высокие и опасные напряжения и ток)
• 2-3 раза в год следует снимать корпус и обдувать внутреннюю часть аппарата, чтобы очистить ее от пыли.
Необходимо также проверять все электрические соединения с помощью изолированного инструмента. Проверка
должна осуществляться квалифицированным специалистом.
• Регулярно проверяйте состояние провода питания. Если он поврежден, он должен быть заменен производителем,
его сервисной службой или квалифицированным специалистом во избежание опасности.
• Проверьте, что вентиляционные отверстия аппарата ничем не забиты и что воздух проходит нормально.

17
CARMIG
RU
НАШ СОВЕТ
• Проверьте, что вентиляционные отверстия аппарата ничем не забиты и что воздух проходит нормально.
• Регулярно меняйте контактную трубку и сопло горелки.
• Убедитесь, что внутри горелки и шланга нет металлической пыли.
• Избегайте варить в режиме MIG/MAG в помещениях, где сквозит.
НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ
ПОЛОМКИ ВОЗМОЖНЫЕ ПРИЧИНЫ УСТРАНЕНИЕ
Подача сварочной
проволоки неравномерна.
Наплавы металла забивают
отверстие.
Очистите контактную трубку или поменяйте ее и
смажьте составом против прилипания.
Проволока прокручивается в
роликах.
Проверить силу сжатия роликами проволоки или их
заменить.
Диаметр проволки не подходит к ролику.
Трубка-проводник проволоки в горелке не подходит.
Le moteur de dévidage ne
fonctionne pas.
Тормозное устройство
бобины или ролика слишком
тугое.
Ослабьте тормоз и ролики.
Проблема электрического
питания.
Проверьте, что кнопка пуска в положении ВКЛ
Плохая подача проволоки. Нитенаправляющая трубка
загрязнена или повреждена.
Очистите или замените ее.
Тормозное устройство
бобины слишком туго
затянуто.
Разожмите тормоз
Отсутствует сварочный ток. Аппарат неправильно
подключен к сети.
Проверьте подключение к сети, а также, что
питание действительно трёхфазное.
Неправильное подключение
массы.
Проверьте кабель массы (подсоединение и зажим).
силовой контактор не
работает.
Проверьте кнопку горелки.
Проверьте кнопку горелки. Нитенаправляющая трубка
расплющена.
Проверьте нитенаправляющую трубку и корпус
горелки.
Проволока застревает в
горелке.
Очистите или замените ее.
Нет капиллярной трубки. Проверьте наличие капиллярной трубки.
Скорость проволки слишком
высокая.
Снизить скорость проволоки.
Пористый сварочный шов. Пористый сварочный шов. Диапазон регулировки от 15 до 20 л/мин.
Зачистите основной металл.
В баллоне закончился газ. Замените баллон.
Неудовлетворительное
качество газа.
Замените баллон.
Циркуляция воздуха или
воздействие ветра.
Предотвратите сквозняки, защитите сварочную зону.
Сопло газа слишком
загрязнено.
Очистите сопло или замените его.
Проволока плохого качества. Используйте подходящую для сварки МИГ/МАГ
проволоку.
Свариваемая поверхность
в плохом состоянии.
(ржавчина и т.п.)
Зачистить свариваемую деталь перед сваркой.

18
CARMIG
RU
ПОЛОМКИ ВОЗМОЖНЫЕ ПРИЧИНЫ УСТРАНЕНИЕ
Значительное количество
частичек искрения.
Напряжение дуги слишком
низкое или слишком высокое.
Проверить настройки сварки.
Неправильное подключение
массы.
Проверить и установить зажим массы как можно
ближе к зоне сварки.
Защитного газа
недостаточно.
Отрегулируйте расход газа.
Нет газа на выходе из
горелки.
Плохое подключение газа. Проверьте правильно ли подключено соединение
газа рядом с двигателем.
ГАРАНТИЯ
Гарантия распространяется на любой заводской дефект или брак в течение 2х лет с даты покупки изделия
(запчасти и рабочая сила).
Гарантия не распространяется на:
• Любые поломки, вызванные транспортировкой.
• Нормальный износ деталей (Например : кабели, зажимы и т.д.).
• Случаи неправильного использования (ошибка питания, падение, разборка).
• Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль).
При выходе из строя, обратитесь в пункт покупки аппарата с предъявлением следующих документов:
- документ, подтверждающий покупку (с датой): кассовый чек, инвойс....
- описание поломки.

19
CARMIG
CN
警告 - 安全准则
一般说明
在使用或维修该设备之前,阅读并理解以下安全建议。 禁止一切说明书中未做说明的修改或者维
修。
由于未遵守本手册中的说明而造成的任何损害或者损坏制造商将不承担责任。
如有问题或不确定,请咨询专业人员妥善处理。
这些说明涵盖了交付状态下的材料。 若不遵守这些说明,用户有责任进行风险分析。
环境
此设备必须仅用于描述面板和/或用户手册中规定限度的焊接操作。操作者必须遵守适用于这种焊接的安全预防措施。若使用不当或
不安全使用,制造商不承担责任。
此设备必须使用并存放在防灰、防酸或其他防腐蚀的地方。请在敞开的或通风良好的地方操作机器。
操作温度:
在-10到+40°C之间使用(+ 14和+ 104°F)。
存储在-20和+55°C之间(- 4和131°F)。
空气湿度:
在40°C(104°F)低于或等于50%;
在20°C(68°F)低于或等于90%;
海拔高度:
海拔1000米(3280英尺)。
个人保护
电阻焊接可能很危险,可导致人员严重伤害或死亡。本机器的用户必须接受适合机器使用的培训,以充分利用机器的性能并执行合规
工作(例如:车身培训)。
操作人员在进行焊接工作时暴露于危险的热源,火花,电磁场(起搏器佩戴者请注意),触电,噪音和气体排放的环境中。为了保护
自己和他人的安全,请遵守以下安全说明:
为了防止你遭受灼伤和辐射,请穿不带袖口的衣服。这些衣服必须是绝缘的、干燥的、防火的、状态良好的、能覆盖
全身的。
请戴上防护手套,确保绝缘绝热。
请使用充分的焊接防护装置:头罩、手套、夹克、裤子…(具体根据实际操作和应用)。清洁作业时请务必保护好眼
睛。戴隐形眼镜时切记请勿操作。
如有条件可安装防火焊接挂帘以保护整个区域免受弧光辐射,焊接飞溅和火星的伤害。提醒焊接区域周边的人在焊接
时不要直视电弧或熔池,并且穿上防护工作服。
如果工作超过了规定的噪音限值,操作者必须配戴耳保护装置。确保焊接区域内的任何人都有耳保护装置。
刚焊接的部件是热的,在操作时可能会导致烧伤。在焊枪的维护工作期间应该确保其已足够冷却,至少要等待10分钟
后再进行任何介入。当使用水冷焊枪时,冷却手推车必须是开着的,确保液体不会燃烧。 始终确保工作区尽可能是
安全的、有防护的,以避免引起损坏或事故。
焊接烟尘和气体
焊接过程中产生的烟雾、气体和粉尘是有害的。为了使烟雾和气体远离工作区域,必须确保足够的通风和/或提
取。在工作场所空气供应不足的情况下建议使用带空气过滤的焊接面罩。请检查进气是否符合安全标准。
当在一个小区域焊接时,操作者需保持一定安全距离。焊接某些含有铅、镉、锌、汞或铍的金属可能有剧毒性。焊接前用户需要去除
油污。请务必把气瓶存放在敞开的或通风的地方。气瓶必须处于垂直固定在支架或手推车上的状态。切记请勿在存放油脂或油漆的地
方焊接。

20
CARMIG
CN
火灾和爆炸危险
保护整个焊接区域。压缩气体容器和其他易燃材料必须移动到11米以下的最小安全距离。必须备有灭火器。
小心飞溅和火花,它能引起火灾或爆炸。人,可燃物和压力容器必须保持安全距离。
不允许焊接密封容器或封闭的管子,当焊接开放的容器和管子,操作者必须去除容器内可燃和爆炸物资(油脂,汽油,气体...)。
操作打磨时不应该直接朝着设备,包括电源和可燃物。
电气安全
机器必须连接到接地的电源上。使用推荐的保险丝尺寸。放电会直接或间接地引起严重甚至致命事故。
当 机 器 已 经 带 电 ( 焊 枪 、 地 线 夹 钳 、 焊 条 ) 后 , 请 勿 触 摸 机 器 ( 内 部 或 外 部 ) 的 任 何 带 电 部 分 , 因 为 它 们 已 经 连 接 到 焊 接 电 路 了 。
在打开设备之前,必须把它从电源断开,并等待2分钟,以便所有的电容器放电。
损坏的电缆和焊枪必须由熟练的专业人员更换。确保电缆横截面符合使用要求(延长线和焊接电缆)。为了与电路绝缘,始终穿干燥
的衣服。无论您在什么工作环境下,都请务必穿绝缘鞋子。
分类
这些A类设备不打算在住宅场所使用:电流由低压电源的公共网络提供。由于干扰和无线电频率,在确保这些场
所的电磁兼容性方面可能存在潜在的困难。
只要在用户电源和公共配电网之间的接口上,Ssc短路功率大于或等于1.4 MVA,该设备符合IEC61000-3-12标准。
设备的安装人员或使用者有责任在必要时通过咨询配电网的操作员来确保设备仅连接到Ssc短路功率大于或等于
1.4 MVA的电源上。
该设备符合IEC61000-3-11标准。
电磁干扰
流经导体的电流引起电场和磁场(EMF)。焊接电流在焊接电路和焊接设备周围产生EMF磁场。
电磁场EMF可能会破坏一些医用植入物,如起搏器。对于佩戴医用植入物的人员需要采取必要的保护措施。例如,过路人的准入限制
或焊工个人风险评估。
所有焊工应采取以下预防措施,以尽量减少暴露于焊接电路产生的电磁场(EMF):
•将焊接电缆放在一起-如果可能的话,将它们连接起来;
•尽量保持头部和躯体尽可能远离焊接电路;
•切记请勿把电缆圈在身体周围;
•切记请勿把身体放置在焊接电缆之间。在你身体的同一边保持两个焊接电缆;
•将接地夹钳尽可能靠近焊接区域;
•切记请勿工作太近,请勿倾斜,请勿坐在焊机上;
•切记请勿在移动焊机或送丝机时焊接。
佩戴起搏器的人在使用这个装置之前先应咨询医生。焊接时暴露在电磁场可能会产生对健康其它未知的影响。
焊接区域评估和焊接装置的建议
概述
用户根据制造商的说明负责安装和使用弧焊设备。如果检测到电磁干扰,由弧焊设备的用户负责根据制造商的技术援助解决这一问
题。在某些情况下,这种补救措施可能和焊接电路接地一样简单。在其他情况下,可能需要通过在焊接电源和整个工件周围安装输入
滤波器来构建电磁屏蔽。在所有情况下,电磁干扰必须减少,直到它们不再引起麻烦为止。
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
Страница загружается ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































GYS CARMIG Инструкция по применению
- Категория
- Сварочные системы
- Тип
- Инструкция по применению
Задайте вопрос, и я найду ответ в документе
Поиск информации в документе стал проще с помощью ИИ
на других языках
- English: GYS CARMIG Owner's manual
- 日本語: GYS CARMIG 取扱説明書
Похожие модели бренда
-
GYS Multi PEARL 200-2 Руководство пользователя
-
GYS PROMIG 400-4S DUO DV Руководство пользователя
-
GYS MULTIWELD FV 220M Инструкция по применению
-
GYS MULTIWELD FV 220M-C Инструкция по применению
-
GYS NOVOMIG 160 Инструкция по применению
-
-
-
GYS MAGYS W5S-4 L WATER COOLED WIRE FEEDER Инструкция по применению
-
-
GYS AUTOPULSE 220-M3 (standard UL) - 3 TORCHES INCLUDED Инструкция по применению
Модели других брендов
-
Magmaweld RS 200 MK Руководство пользователя
-
ESAB Warrior 500i CC/CV Руководство пользователя
-
Magmaweld 25207 Руководство пользователя
-
ESAB HandyPlasma 35i Декларация соответствия
-
P I T PMAG200-C Руководство пользователя
-
 Magmaweld ID 350E Руководство пользователя
Magmaweld ID 350E Руководство пользователя
-
Magmaweld monoSTICK 165i Руководство пользователя
-
 Magmaweld ID 400E Руководство пользователя
Magmaweld ID 400E Руководство пользователя
-
Magmaweld PROSTICK 200i Руководство пользователя
-
 P I T PMI250-C Руководство пользователя
P I T PMI250-C Руководство пользователя


